Was versteht man unter Anisotropie im 3D-Druckdesign?
In der Ingenieurwissenschaft bezeichnet Anisotropie die Richtungsabhängigkeit der mechanischen Eigenschaften eines Materials. Im Gegensatz zu isotropen Materialien, die in alle Richtungen eine gleichmäßige Festigkeit und Steifigkeit aufweisen, verhalten sich anisotrope Materialien je nach Richtung der einwirkenden Lasten unterschiedlich.
Im Kontext des 3D-Drucks (additive Fertigung) führt der schichtweise Auftragsprozess naturgemäß zu schwachen Ebenen zwischen den Schichten, wodurch die mechanische Leistungsfähigkeit der gedruckten Teile stark von der Bauorientierung, dem Fülldesign und der Verbindungsqualität abhängt.
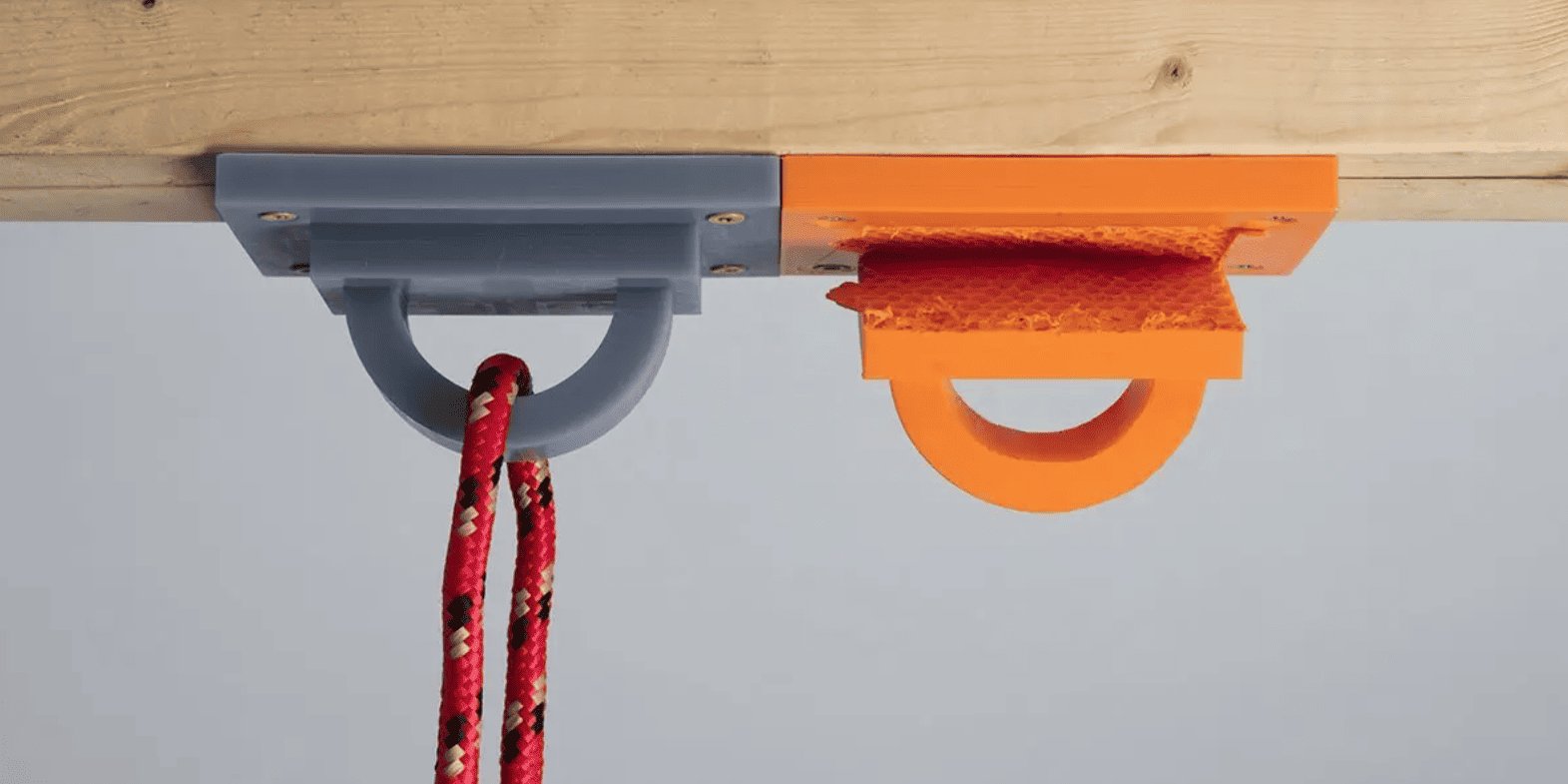
Für Ingenieure bedeutet dies, dass ein im CAD-System konstruiertes Bauteil möglicherweise nicht die erwartete Leistung erbringt, wenn die Anisotropie nicht berücksichtigt wird. Eine senkrecht gedruckte Halterung kann unter Zugbelastung in Z-Richtung versagen, während dieselbe Halterung, flach gedruckt, deutlich höheren Belastungen standhält. Das Verständnis der Anisotropie ist daher unerlässlich für die Entwicklung funktionaler Prototypen, Endprodukte und sicherheitskritische Anwendungen.
Bildquelle: Formlabs
Verständnis des richtungsabhängigen mechanischen Verhaltens
Die anisotrope Beschaffenheit von 3D-gedruckten Teilen beruht auf drei Hauptfaktoren:
1. Schichthaftung : Die Bindung zwischen den Schichten ist typischerweise schwächer als die Kohäsion innerhalb der Schichten, wodurch Schwächeebenen entstehen.
2. Druckausrichtung : Mechanische Belastungen, die mit der XY-Ebene (parallel zu den Schichten) ausgerichtet sind, werden im Allgemeinen besser aufgenommen als Belastungen, die entlang der Z-Achse (senkrecht zu den Schichten) wirken.
3. Mikrostrukturelle Variation : Abkühlgeschwindigkeit, Kristallinität und Eigenspannungen variieren in verschiedene Richtungen und beeinflussen so die Leistungsfähigkeit zusätzlich.
Zug- und Biegeeigenschaften
• Beim Schmelzschichtverfahren (FDM) kann die Zugfestigkeit in der XY-Ebene bis zu 50 % höher sein als in der Z-Richtung.
• Auch die Biegefestigkeit variiert, wobei der Biegewiderstand oft abnimmt, wenn die neutrale Achse Schichtgrenzen überschreitet.
Ermüdungs- und Stoßfestigkeit
• Die Ermüdungslebensdauer ist in Z-Richtung aufgrund der Rissausbreitung entlang der Zwischenschichtgrenzen deutlich kürzer.
• Die Stoßfestigkeit ist ähnlich reduziert, da es unter plötzlichen Belastungen leichter zu Delaminationen kommt.
Für Ingenieure ist Anisotropie kein Defekt, sondern ein Konstruktionsparameter, der quantifiziert, vorhergesagt und in den Konstruktionsprozess integriert werden muss.
Designparameter, die die Anisotropie beeinflussen
Mehrere Konstruktions- und Prozessparameter beeinflussen die Anisotropie von 3D-gedruckten Bauteilen direkt. Durch die Optimierung dieser Parameter können Ingenieure die Anisotropie entweder verringern oder gezielt nutzen.
1. Gebäudeausrichtung
• Flache Ausrichtung (XY-Ebene) : Maximiert die Zug- und Biegefestigkeit, kann aber die Druckzeit und den Stützbedarf erhöhen.
• Vertikale Ausrichtung (Z-Achse) : Verringert den Platzbedarf, führt aber zu schwachen Zwischenschichtbindungen.
• Abgewinkelte Ausrichtung : Sorgt für eine ausgewogene Kraftverteilung, erschwert aber Schneide- und Stützstrategien.
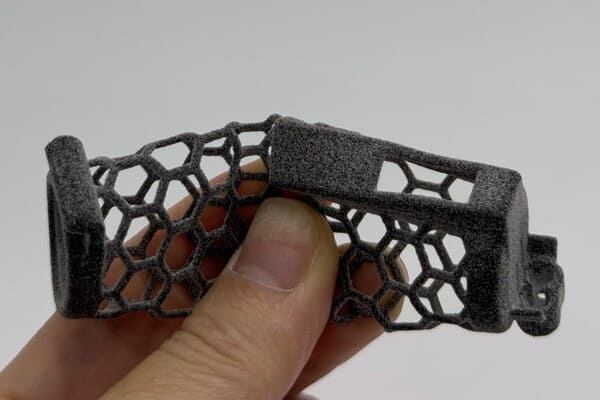
2. Füllmuster und Dichte
• Geradlinige und gitterförmige Füllungen : Bieten eine vorhersehbare Steifigkeit, aber eine begrenzte Energieabsorption.
• Waben- und Gyroid-Füllungen : Bieten ein isotropes Verhalten in der Ebene und eine verbesserte Lastverteilung.
• Hochdichte Füllung : Erhöht die Steifigkeit und Festigkeit, jedoch auf Kosten des Gewichts und der Druckzeit.
3. Schichtdicke und Extrusionsbreite
• Dünnere Schichten : Verbessern die Oberflächengüte und die Haftung zwischen den Schichten, verlängern aber die Bauzeit.
• Dickere Schichten : Verkürzen die Druckzeit, verstärken aber die Anisotropie durch größere Zwischenschichtlücken.
4. Tragkonstruktionen und Überhänge
• Schlecht konstruierte Stützkonstruktionen können Spannungskonzentrationen und Eigenspannungen hervorrufen, die indirekt die Anisotropie beeinflussen.
In der Praxis müssen Ingenieure bei der Auswahl dieser Parameter ein Gleichgewicht zwischen mechanischer Leistung, Druckeffizienz und Materialverbrauch finden.
Materialspezifische Anisotropiebetrachtungen
Thermoplaste (PLA, ABS, Nylon, PETG)
• PLA : Hohe Steifigkeit, aber spröde; Anisotropie äußert sich in plötzlichen Zwischenschichtbrüchen.
• ABS : Bessere Zähigkeit, aber anfällig für Verzug; Anisotropie wird von der Abkühlgeschwindigkeit beeinflusst.
• Nylon : Ausgezeichnete Schlagfestigkeit; die Anisotropie wird verringert, wenn die Feuchtigkeitsaufnahme die Zwischenschichthaftung verbessert.
Faserverstärkte Verbundwerkstoffe
• Kurzfaserverbundwerkstoffe : Verbessern die Festigkeit in der Ebene, können aber die Schwäche in Z-Richtung verschärfen.
• Endlosfaserverbundwerkstoffe : Ermöglichen eine gerichtete Verstärkung und erlauben es Ingenieuren, die Anisotropie für Lastpfade zu „designen“.
Metalle (SLM, EBM)
• Selektives Laserschmelzen von gedrucktem Metall : Das Kornwachstum entlang der Aufbaurichtung erzeugt eine Anisotropie der Streckgrenze und der Dauerfestigkeit.
• Elektronenstrahlschmelzen von gedrucktem Metall : Erhöhte Bautemperaturen reduzieren die Anisotropie, führen aber zu Eigenspannungen.
Keramik und Hochleistungspolymere
• Keramiken weisen in Z-Richtung extreme Sprödigkeit auf.
• Hochleistungspolymere (PEEK, ULTEM) weisen aufgrund höherer Verarbeitungstemperaturen und der Kontrolle der Kristallinität eine geringere Anisotropie auf.
Ingenieurstrategien zur Kontrolle der Anisotropie
Anisotropie lässt sich zwar nicht vollständig beseitigen, aber durch technische Strategien kontrollieren, abschwächen oder sogar nutzen.
1. Design für Anisotropie
• Die kritischen Lastpfade sollten an den stärksten Druckrichtungen (XY-Ebene) ausgerichtet werden.
• Verwenden Sie Abrundungen und Fasen, um Spannungskonzentrationen an den Zwischenschichtgrenzen zu reduzieren.
• Um die Schwäche in Z-Richtung auszugleichen, sollten redundante Lastpfade eingebaut werden.
2. Prozessoptimierung
• Erhöhung der Extrusionstemperatur und Reduzierung der Abkühlraten zur Verbesserung der Zwischenschichtdiffusion.
• Optimieren Sie den Rasterwinkel, um die Spannungen gleichmäßiger zu verteilen.
• Nutzen Sie den mehrachsigen 3D-Druck, um die Abhängigkeit von einer einzigen Baurichtung zu verringern.
3. Nachbearbeitungstechniken
• Glühen : Beseitigt Restspannungen und verbessert die Kristallinität.
• Infiltration : Die Infiltration mit Harz oder Metall stärkt die Zwischenschichtbindungen.
• Heißisostatisches Pressen (HIP) : Bei Metallen beseitigt es die Porosität und reduziert die Anisotropie.
4. Simulation und prädiktive Modellierung
• Finite-Elemente-Analyse-Tools (FEA) beinhalten jetzt anisotrope Materialmodelle.
• Mithilfe von Vorhersagealgorithmen können Ingenieure Ausfallarten vor der Fertigung simulieren.
5. Normen und Testprotokolle
• ASTM D638 (Zugversuche) und ISO 527 bieten Rahmenbedingungen für die Anisotropiebewertung.
• Konsistente Tests über verschiedene Ausrichtungen hinweg gewährleisten zuverlässige Daten für die Designvalidierung.
 28
28