





Vergleichstabelle der Konstruktionstricks
Trick | Kostenauswirkungen | Stärke Einwirkung | Schwierigkeit | Bester Anwendungsfall |
Topologieoptimierung | Hoch | Hoch | Medium | Primäre tragende Bauteile |
Aushöhlung + innere Gitter | Medium | Hoch | Niedrig bis mittel | Große, sperrige Teile |
Füllung reduzieren, Außenwände vergrößern | Medium | Medium | Niedrig | Nichtkritische Innenräume |
Filets, Rippen, lokale Verstärkung | Niedrig | Hoch | Niedrig | Dünnwandige Merkmale |
Teilkonsolidierung | Hoch | Hoch | Hoch | Mehrteilige Baugruppen |
Druckausrichtung und Reduzierung der Stützstruktur | Medium | Medium | Niedrig | Komplexe Überhänge und Oberflächen |
Detaillierte Abschnitte
Topologieoptimierung
Nutzen Sie die Topologieoptimierung , um Material an nicht lasttragenden Stellen zu entfernen und durchgehende Lastpfade zu erhalten. Führen Sie eine grobe FEA mit realistischen Randbedingungen durch und übertragen Sie die optimierte Hüllkurve anschließend in eine fertigungsgerechte Geometrie (Hinzufügen von Verrundungen, Mindestgrößen und Druckbarkeitsbedingungen). Bei korrekter Validierung ist eine Massenreduzierung von 20–60 % bei vielen Strukturbauteilen zu erwarten.
Aushöhlung und innere Gitter
Durch das Aushöhlen wird das Materialvolumen reduziert; interne Gitterstrukturen (Gyroid, Wabenstruktur) sorgen für Steifigkeit und verteilen die Lasten. Bei großen Volumina wird eine dünne Außenschale mit strategisch platzierten Rippen kombiniert, um ein Ausknicken zu verhindern. Die Gitterzellengröße sollte im Verhältnis zur Wandstärke gewählt werden, um Druckfehler zu vermeiden und die Nachbearbeitung zu minimieren.
Füllstrategie und Schalendicke
Ein gängiges, kostengünstiges Verfahren ist eine geringere Fülldichte bei gleichzeitig dickeren Außenwänden: Die Außenwände tragen die Oberflächenlasten und schützen vor Stößen, während die Füllung für die nötige Steifigkeit sorgt. Verwenden Sie anisotrope Füllmuster, die an den Hauptspannungen ausgerichtet sind. Bei vielen FDM-Bauteilen bietet eine Füllung von 10–30 % mit 2–4 Außenwänden ein optimales Verhältnis zwischen Kosten und Festigkeit.
Fillets, Rippen und lokale Verstärkungen
Scharfe Ecken sollten durch Abrundungen ersetzt werden, um Spannungsspitzen zu reduzieren. Dünne Wände lassen sich durch zusätzliche Rippen versteifen. Eine gezielte Verstärkung ist deutlich kostengünstiger als eine flächendeckende Erstarrung; Material sollte nur dort hinzugefügt werden, wo hohe Spannungen oder Knickgefahr bestehen.
Teilekonsolidierung und Montagereduzierung
Zusammengefasste Baugruppen werden, sofern Toleranzen und Nachbearbeitung dies zulassen, zu einzelnen gedruckten Teilen zusammengefasst. Dies reduziert die Hardwarekosten und den Montageaufwand, erhöht jedoch die Konstruktionskomplexität und kann den Einsatz von Opferelementen oder Einsätzen erforderlich machen.
Druckausrichtung und Minimierung der Stützstruktur
Richten Sie die Bauteile so aus, dass Stützstrukturen und schichtbedingte Schwachstellen minimiert werden. Weniger Stützstrukturen sparen Material und Nachbearbeitungszeit; richten Sie tragende Elemente nach Möglichkeit so aus, dass die Schichten auf Scherung statt auf Zug beansprucht werden.
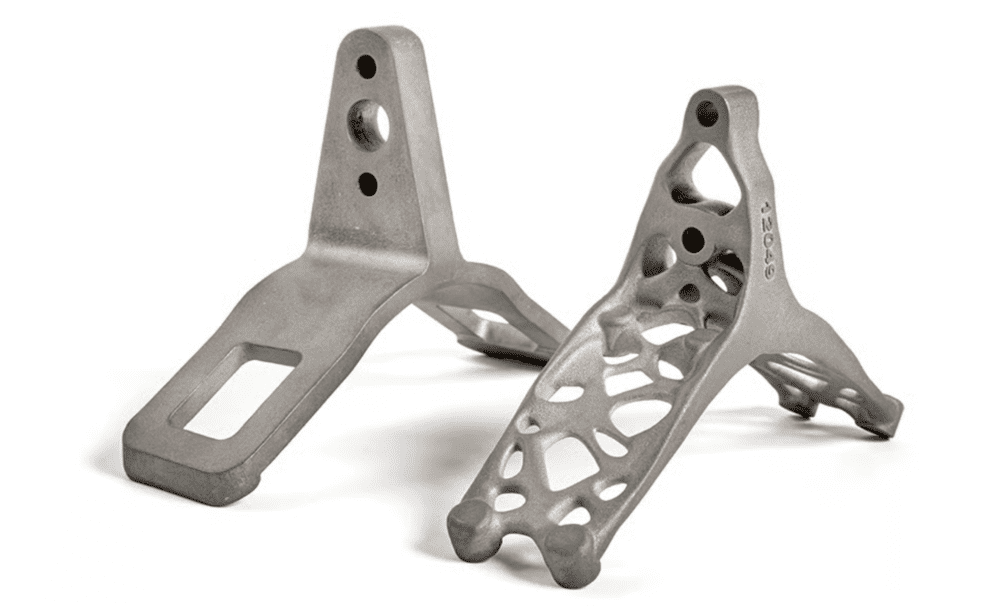
Bildquelle: Materialise
Risiken und Abwägungen
1. Risiko der Überoptimierung: Eine aggressive Topologie oder dünne Wände können zu spröden, druckempfindlichen Geometrien führen; Validierung mit Coupons und FEA.
2. Oberflächenbeschaffenheit vs. Kosten: Hohlräume und Gitterstrukturen im Inneren können Stützmaterial oder Harz einschließen (SLA); Entwässerung und Zugang planen.
3. Toleranz und Montage: Die Konsolidierung kann die Toleranzen und die Reparierbarkeit erschweren; planen Sie Einsätze und die Wartungsfreundlichkeit ein.
4. Materialsubstitution: Günstigere Materialien erfordern möglicherweise eine höhere Füllung oder andere Druckeinstellungen; führen Sie immer einen mechanischen Test durch.
Praktische Checkliste
• Lastfälle und Sicherheitsfaktoren definieren.
• Führen Sie eine schnelle FEA durch und identifizieren Sie Bereiche mit geringer Spannung.
• Topologieoptimierung unter Berücksichtigung von Herstellbarkeitsbeschränkungen anwenden.
• Große Volumina aushöhlen; Rippen und Drainage hinzufügen.
• Die Außenwände sollten dicker als die Füllung sein; das Füllmuster sollte sich nach der Lastrichtung richten.
• Ausrichtung optimieren, um die Stützstruktur zu reduzieren.
• Testcoupons drucken; Gewicht, Druckzeit und mechanische Leistung messen.
Häufig gestellte Fragen
F: Wie viel kann ich sparen?
A: Die typischen Einsparungen auf Bauteilebene liegen je nach Geometrie und Strategie zwischen 10 und 60 %.
F: Wann sollte ich das Aushöhlen vermeiden?
A: Nicht geeignet für kleine Teile mit dünnen Wänden oder wenn eine interne Reinigung/Entwässerung nicht möglich ist.
F: Wie lassen sich Änderungen validieren?
A: Verwenden Sie FEA und drucken Sie dann standardisierte Prüfkörper für Zug-/Biegeversuche vor der Serienproduktion.
 1
1














