





Das Reduzieren oder Entfernen von Stützstrukturen ist eine der schnellsten Methoden, um Druckzeiten zu verkürzen, Material zu sparen, die Oberflächengüte zu verbessern und die Nachbearbeitung zu vereinfachen. Bei sorgfältiger Umsetzung sorgt ein stützstrukturorientiertes Design für stabile und funktionale Bauteile und minimiert gleichzeitig die Nachteile des Entfernens, Schleifens oder chemischen Auflösens von Stützstrukturen.
Was den Bedarf an Unterstützungsleistungen erzeugt
Stützstrukturen sind immer dann erforderlich, wenn ein Drucker Material nicht zuverlässig in der Luft auftragen oder verfestigen kann. Die häufigsten Ursachen sind:
Überhänge und horizontale Kanten. Schichten ohne darunterliegendes Material können brechen oder durchhängen. Drucker können einen gewissen Überhangwinkel verarbeiten (eine Faustregel für viele FDM-Maschinen lautet bis zu 45° zur Horizontalen), aber steilere oder flache Überhänge benötigen oft Stützstrukturen.
Brücken und große Spannweiten. Eine kurze Brücke mag im Druck gut aussehen, aber große Spannweiten hängen durch, wenn sie nicht abgestützt oder als Bögen konstruiert werden.
Inseln und isolierte Strukturen. Kleine Strukturen, die vor ihrer umgebenden Struktur gedruckt werden, können unter Umständen nicht ausreichend thermisch gestützt werden und sich verziehen oder ablösen.
Prozessbeschränkungen. Schichthaftung, Kühlung, Harzsaugkräfte, Pulverbindungsverhalten und thermische Spannungen beeinflussen, ob ein Bereich Unterstützung benötigt.
Orientierungsbeschränkungen für die Funktion. Funktionale Oberflächen oder mechanische Schnittstellen erzwingen manchmal eine Orientierung, die den Stützbedarf erhöht.
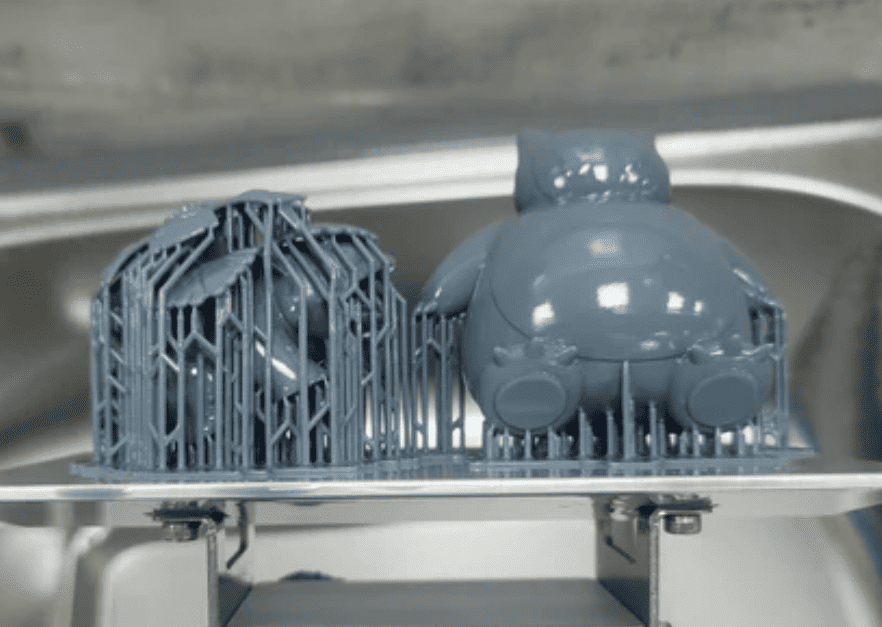
Bildquelle: Phrozen
Gestaltungsprinzipien zur Reduzierung von Stützen
1. Bevorzugen Sie selbsttragende Winkel und Neigungen. Ersetzen Sie horizontale Kanten durch geneigte Flächen. Sanfte Neigungen sorgen dafür, dass die Schichten auf dem zuvor bedruckten Material aufliegen und vermeiden steile Überhänge.
2. Flache Überhänge werden in Rampen oder Stufen unterteilt. Eine glatte Rampe oder gestufte Fassade wird ohne Stützen gedruckt; jede Stufe bleibt innerhalb der zulässigen Überhanggrenzen.
3. Verrundungen und Fasen gezielt einsetzen. Verrundungen verteilen die Spannung und reduzieren scharfe Überhangwinkel; Fasen erzeugen eine abgewinkelte Oberfläche, die leichter zu drucken ist und ein saubereres Ergebnis liefert als eine abrupte Kante.
4. Komplexe Teile in Baugruppen aufteilen. Falls eine funktionale Geometrie unvermeidbare Überhänge erzeugt, sollte das Teil so konstruiert werden, dass es in mehreren Teilen gedruckt und anschließend mit Befestigungselementen, Schnappverschlüssen oder Klebstoffen zusammengefügt werden kann.
5. Kritische Bauteile sollten nach oben gerichtet sein. Sichtbare oder tragende Flächen sollten so ausgerichtet sein, dass Auflagepunkte vermieden werden.
6. Verwenden Sie interne Gitter oder Rippen anstelle großer, ungestützter Platten. Diese gewährleisten die Steifigkeit und vermeiden gleichzeitig ungestützte, ebene Flächen.
7. Zugänglichkeit gewährleisten. Sicherstellen, dass Werkzeuge und Lösungsmittel die Kontaktpunkte der Stützkonstruktion erreichen können, falls Stützkonstruktionen weiterhin erforderlich sind.
CAD-Strategien und Geometriemuster
Abrundungen vs. Fasen
Verwenden Sie eine Fase, wenn Sie einen klaren, vorhersehbaren Winkel für den Druck benötigen; verwenden Sie eine Verrundung, wenn Lastverteilung oder Ästhetik im Vordergrund stehen. Typische CAD-Fasen von 1–3 mm an kritischen Kanten eliminieren oft winzige Stützstrukturen; Verrundungen mit Radien entsprechend der Schichthöhe × 10–30 eignen sich zum Glätten von Treppeneffekten.
Stufengesichter
Ersetzen Sie einen 90°-Überhang durch eine Reihe flacher Stufen oder eine einzelne Rampe. Die Stufen können als parametrische Muster gestaltet werden, sodass Sie die Stufenhöhe schnell anpassen können.
Bögen und Kettenlinienformen
Wo eine Brücke benötigt wird, ist ein Bogen selbsttragend und ergibt im Druck ein besseres Ergebnis als eine flache Spannweite.
Perforationen und Löcher
Große, horizontale Hohlräume können ungestütztes Material einschließen. Durch das Anbringen von Belüftungslöchern oder Perforationen lassen sich große Platten aufbrechen und das Zusammenfallen innerer Hohlräume verringern.
Opfer-Tabs und Mausohren
Kleine, dünne Laschen, die sich leicht abschneiden oder abbrechen lassen, bieten bei Bedarf Orientierungshilfe, ohne die primären Oberflächen zu beschädigen.
Geteilte Nähte und Verbindungsmerkmale
Die Konstruktionsregistrierungsmerkmale werden in geteilte Teile unterteilt, sodass diese sauber zusammengefügt werden können und die funktionale Geometrie erhalten bleibt.
Benutzerdefinierte Stützpads
Wenn Sie Stützen verwenden müssen, entwerfen Sie Auflageflächen oder Vorsprünge, die den Kontakt auf schlecht sichtbare oder unkritische Bereiche konzentrieren. Dies erleichtert die Reinigung und schont die Oberflächen.
Prozessspezifische Regeln
FDM
• Sichere Überhänge liegen üblicherweise bei 40–60° zur Horizontalen, abhängig von Kühlung, Material und Schichthöhe. Durch aktive Kühlung und geringere Schichthöhen lässt sich dieser Bereich vergrößern.
• Brücken lassen sich auch über kurze Spannweiten zuverlässig drucken. Beginnen Sie mit Tests von Brücken in 10–20-mm-Schritten, um Ihr Material und Ihre Düse zu qualifizieren.
• Die Ausrichtung ist wichtig. Richten Sie die Schichten entlang der Lastpfade aus, wenn es auf Festigkeit ankommt, und drehen Sie sie, um ungestützte Flächen in kosmetischen Bereichen zu reduzieren.
• Verwenden Sie nach Möglichkeit Baum- oder organische Stützkonstruktionen. Diese benötigen weniger Material und haben weniger Auflagepunkte als dichte Blockstützen.
SLA
• Die Stützen sind winzig, aber notwendig, um den Schälkräften standzuhalten. Schlanke, gut voneinander getrennte Stützen reduzieren Abdrücke, müssen aber stabil genug sein, um die Teile während des Schälvorgangs zu fixieren.
• Entwässerungslöcher einbauen und Hohlteile schräg ausrichten, um Harzeinschlüsse und Saugspannungen zu vermeiden.
• Platzieren Sie Stützkontakte auf nicht kritischen Flächen und fügen Sie Abrundungen um die Kontaktpunkte hinzu, damit diese beim Entfernen weniger störend wirken.
SLS und MJF
• Typischerweise stützfrei, da das nicht verschmolzene Pulver als Stütze dient. Ihr Fokus liegt auf dem Pulveraustritt, der Vermeidung von eingeschlossenen Hohlräumen, die nicht gereinigt werden können, und der Minimierung von Verzug durch Geometrie und Packungsstrategie.
• Kanäle oder Austrittsöffnungen für eingeschlossenes Pulver in komplexen internen Geometrien entwerfen.
SLM
• Die Stützkonstruktion dient sowohl der Strukturierung während des Bauprozesses als auch der Wärmeleitung. Überhänge sollten minimiert, die Stützkonstruktion jedoch so ausgelegt sein, dass sie sich leicht entfernen und nachträglich wärmebehandelt werden kann.
• Zugang für Werkzeuge schaffen. Stützstrukturen an Bereichen entwerfen, die abgetragen werden, oder an Opferflächen.
Häufige Fehler und wie man sie vermeidet
1. Überoptimierung für stützfreies Drucken auf Kosten der Funktionalität. Schwächen Sie keine Strukturmerkmale, nur um Stützstrukturen zu vermeiden. Wenn eine Funktion eine ebene Fläche erfordert, drucken Sie diese intelligent. Richten Sie die Teile aus, verwenden Sie lösliche Stützstrukturen oder teilen Sie das Bauteil.
2. Verbergen von Stützen in Baugruppen, wo sie nicht entfernt werden können. Prüfen Sie stets den Zugang zum Entfernen der Stützen und zum Ausschluss von eingeschlossenen Teilen.
3. Material- und Druckereigenschaften werden nicht außer Acht gelassen. Eine Geometrie, die auf einer Maschine oder mit einem Filament druckbar ist, kann auf einer anderen Maschine oder einem anderen Filament fehlschlagen. Verwenden Sie kleine Testmuster, um die Einstellungen schnell anzupassen.
4. Anbringen von Stützkontakten auf sichtbaren Oberflächen. Planen Sie die Stützkontakte auf inneren oder schwer sichtbaren Flächen und verwenden Sie kleine, pilzförmige Kontakte, um die Demontage zu erleichtern.
5. Fehlende Prototypen für verschiedene Ausrichtungsoptionen. Die falsche Ausrichtung kann das Stützvolumen erheblich vergrößern. Nutzen Sie die Slicer-Vorschau und testen Sie verschiedene Ausrichtungen, bevor Sie sich endgültig entscheiden.
 0
0














