Bildquelle: Materialise
Ausrichtung des Bauvorhabens: Prinzipien und Entscheidungskriterien
Die Ausrichtung beim SLM-Verfahren beeinflusst drei miteinander verbundene Faktoren: Menge und Position der Stützstrukturen, Wärmefluss im Bauteil während der Bearbeitung sowie die Richtung der mechanischen Eigenschaften und der Oberflächengüte. In der Praxis bedeutet dies, dass die optimale Ausrichtung fast immer einen Kompromiss zwischen mechanischer Leistungsfähigkeit, Oberflächenqualität, Stützvolumen und Bauzeit darstellt.
Wichtigste Ziele bei der Wahl einer Orientierung
• Schützen Sie kritische Oberflächen. Priorisieren Sie, wie Sie Präzisionsflächen, Passflächen oder Bereiche freilegen, die CNC-bearbeitet werden sollen.
• Optimieren Sie die Wärmeleitungswege. Richten Sie die Komponenten so aus, dass die Wärme zur Grundplatte oder zu großen, massiven Bereichen abgeleitet wird. Dadurch werden lokale Überhitzung und Verformung reduziert. Eine präzise Steuerung der Pulverbett-Temperatur und der Vorwärmung ist ebenfalls wichtig, um Verformungen zu vermeiden.
• Stützstrukturen sollten nach Möglichkeit minimiert werden. Stützstrukturen erfordern zusätzliches Material, Zeitaufwand und Nachbearbeitungsaufwand und hinterlassen oft Spuren an den Kontaktstellen.
• Ausgewogenes Verhältnis zwischen Bauhöhe und Grundfläche. Vertikale Ausrichtungen reduzieren die XY-Grundfläche, erhöhen aber die Z-Ebenenanzahl; flache Ausrichtungen verkürzen die Z-Ebene, vergrößern aber die XY-Grundfläche und den potenziellen Stützbereich.
• Berücksichtigen Sie die mechanische Anisotropie. Wenn Zug- oder Ermüdungsbelastungen kritisch sind, richten Sie die Belastungsachse an den Druckrichtungen aus, die bessere Eigenschaften bieten.
Praktische Orientierungs-Faustregeln
• Wenn ein Loch oder eine Bohrung präzise sein muss, sollte sie möglichst senkrecht ausgerichtet werden, um die beste Rundheit zu erzielen.
• Bei langen, dünnen Bauteilen, die Zugfestigkeit erfordern, sollte die Längsachse vertikal ausgerichtet werden, wenn Festigkeit in dieser Richtung benötigt wird.
• Wo immer möglich, sollten lokale Überhänge von ≤ 45 ° angestrebt werden, um schwere Stützen zu vermeiden; falls die Geometrie dies verhindert, sollte das Bauteil verschoben oder kleine Konstruktionsänderungen vorgenommen werden, um selbsttragende Oberflächen zu schaffen.
• Wenn ein Bauteil auf der kosmetischen Seite frei von sichtbaren Stützspuren sein muss, sollte diese Seite vom Stützkontakt weg ausgerichtet oder eine CNC-Bearbeitung eingeplant werden.
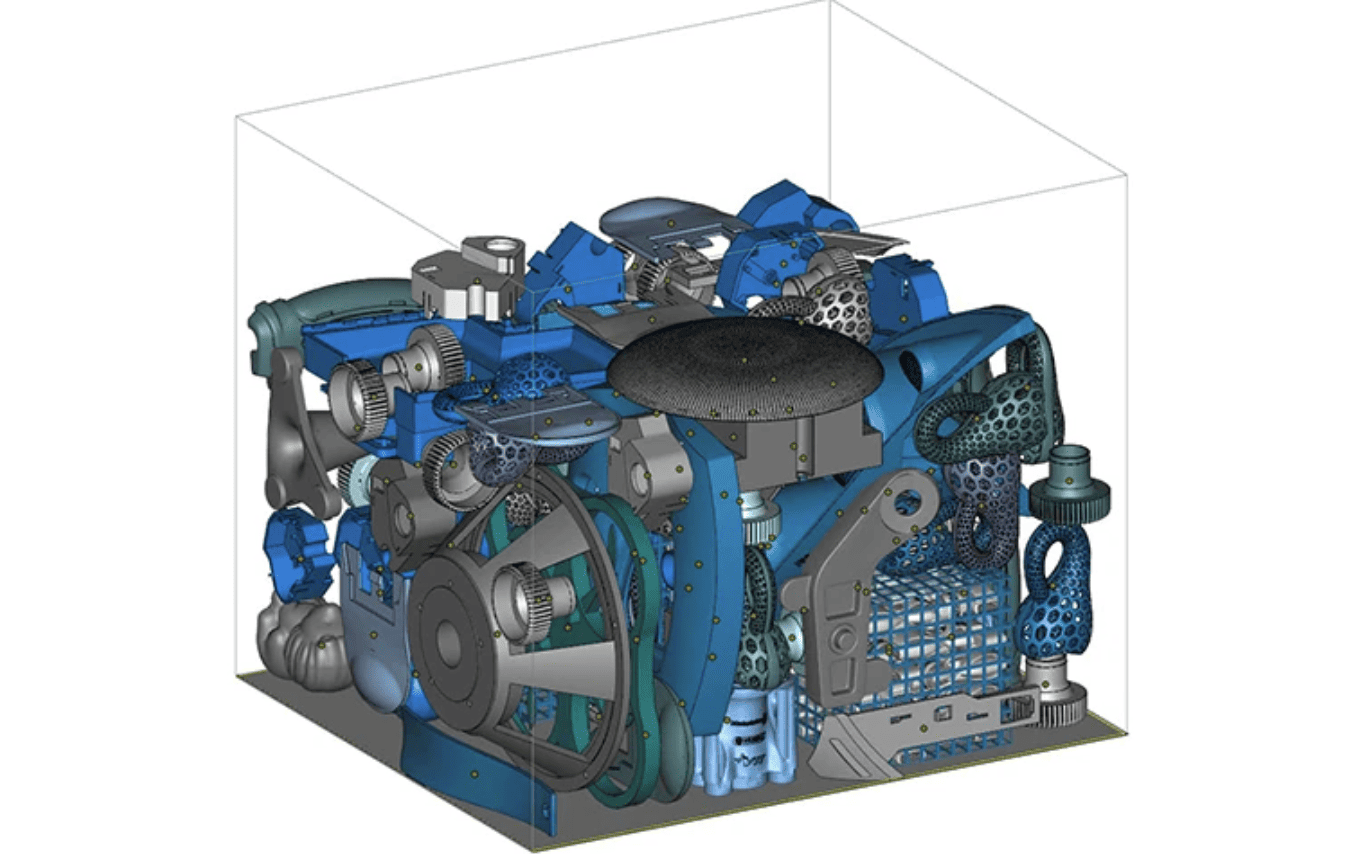
Verschachtelung: Durchsatz und thermische Wechselwirkung
Durch die Verschachtelung (Teileanordnung) werden Maschinenauslastung und Durchsatz maximiert, während gleichzeitig die thermischen Wechselwirkungen zwischen den Teilen auf der Bauplattform minimiert werden. Eine optimale Verschachtelung reduziert die Kosten pro Teil und den Zeitaufwand für den Bediener; eine ungenaue Verschachtelung erhöht das Risiko thermischer Wechselwirkungen zwischen den Teilen, die zu Hotspots, höheren Eigenspannungen oder lokalen Ausfällen führen können. Automatisierte Verschachtelungswerkzeuge von Anbietern können die Planungszeit erheblich verkürzen und gleichzeitig maschinenspezifische Einschränkungen berücksichtigen.
Packungsdichte vs. thermische Sicherheit
Eine höhere Packungsdichte steigert zwar den Durchsatz, kann aber zu lokaler Wärmestauung führen. Die Packungsdichte des Pulverbetts und die lokale Teileverteilung beeinflussen den Wärmefluss über die Platte; Gruppen dichter Bauteile mit ähnlicher Geometrie können als Wärmeinseln wirken. Beim SLM-Verfahren für Metalle sollten Bauteile mit ähnlicher Geometrie und aus ähnlichen Materialien gruppiert und kleine wie sehr große Bauteile nicht im selben Cluster gemischt werden, es sei denn, die thermischen Auswirkungen wurden simuliert. Untersuchungen zur Packungsdichte und Wärmeleitfähigkeit zeigen, dass die Packungsdichte das thermische Verhalten beeinflusst und gegen das damit verbundene Risiko abgewogen werden muss.
Abstandsregeln und Layoutpraktiken
• Minimale horizontale Abstände: Beachten Sie die Empfehlungen des Maschinenherstellers bezüglich der Abstände zwischen den Teilen, um Kollisionen mit dem Nachbeschichter zu vermeiden und den Pulverrückfluss sicherzustellen; die typischen Mindestabstände sind maschinenabhängig.
• Versetzte Anordnung vs. Rasteranordnung: Durch die versetzte Anordnung kleiner Teile können die Belastung durch aufeinanderfolgende Nachbeschichtungsvorgänge reduziert und die thermische Last gleichmäßiger verteilt werden.
• Vertikale Stapelung: Nur mit äußerster Vorsicht anwenden; gestapelte Teile verändern die Wärmeleitung zur Platte und erschweren die Eindämmung von Fehlern.
• Symmetrie und Ausgewogenheit: Die Masse sollte möglichst gleichmäßig über die Platte verteilt werden, um asymmetrische thermische Spannungsmuster und Verformungen zu vermeiden.
Automatisierung, Priorisierung und Bauplanung
Verwenden Sie eine Nesting-Software, die die Ausrichtung berücksichtigt und Teile nach Priorität kennzeichnen kann. Planen Sie für Produktionsläufe Fertigungsaufträge mit gemischten Stückzahlen auf verschiedenen Maschinen, anstatt alle Teile in ein einziges, risikoreiches Nest zu quetschen. Anbieter und Softwarelösungen bieten häufig plattformübergreifende Planung und automatisierte Nesting-Optionen, um Kosten und Zuverlässigkeit in Einklang zu bringen.
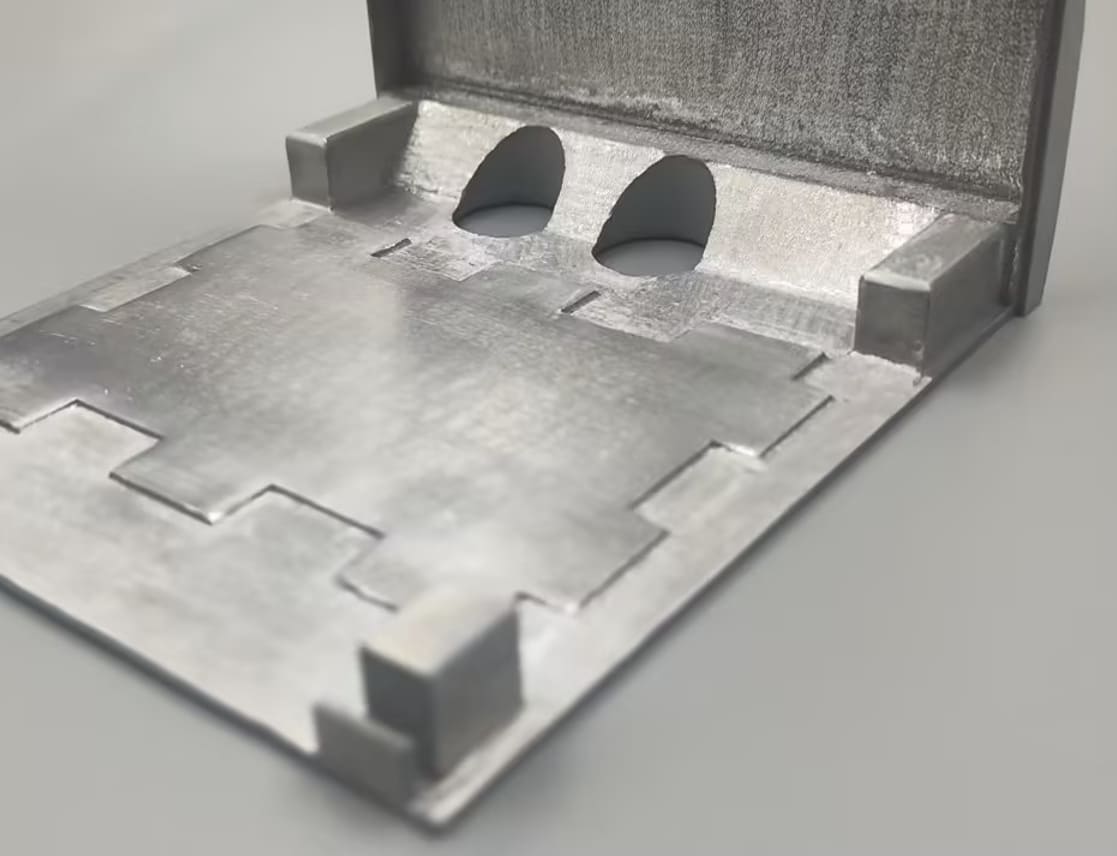
Stützstrategie: Arten, Platzierung und Entfernung
Stützstrukturen erfüllen drei Funktionen: Sie sorgen für mechanische Stabilität während des Bauprozesses, leiten Wärme von Überhängen und dünnen Bauteilen ab und schützen den Beschichter, indem sie verhindern, dass empfindliche Geometrien behindert werden. Ihre Konstruktion beeinflusst direkt die Zuverlässigkeit des Bauprozesses, die Bauteilverformung, die Oberflächenqualität an Kontaktpunkten und den Aufwand für die Nachbearbeitung.
Gängige Supportarten und ihre Anwendungsbereiche
• Block-/Dichte Stützkonstruktionen: bieten eine robuste Wärmeleitung und Verankerung für stark beanspruchte oder hochbelastete Bereiche; Einsatz dort, wo ein hohes Verformungsrisiko besteht.
• Linien-/Punktstützen: werden für schlanke Bauteile oder zur Minimierung der Kontaktfläche verwendet; lassen sich schneller entfernen, leiten die Wärme aber möglicherweise nicht so effektiv.
• Baum-/Aststützen: Sie reduzieren Kontaktpunkte und Narbenbildung nach dem Entfernen und sind daher bei komplexen Geometrien nützlich. Allerdings erfordern sie ausgefeilte Generierungs- und Validierungsalgorithmen. Forschung und praktische Methoden für baumartige Stützen verbessern kontinuierlich das Entfernungs- und Belastungsverhalten.
Platzierungsstrategie
• Primärverankerungen: An den Stellen, an denen das Bauteil die größte Verankerung an der Platte benötigt, sollten robuste Stützen angebracht werden.
• Thermische (sekundäre) Stützstrukturen: Es wird ein Netz dünner Wärmeleitungswege geschaffen, wo sich sonst Wärme ansammeln würde; man verlässt sich nicht auf ästhetische oder spärliche Stützstrukturen für die Wärmeleitung.
• Schutzschienen: In Bereichen, die anfällig für Störungen durch die Nachbeschichtungsanlage sind, sollten Opferschienen oder -käfige eingesetzt werden. Diese Opferstrukturen bieten eine kostengünstige Versicherung gegen schwerwiegende Beschädigungen durch die Nachbeschichtungsanlage.
Auswuchtbarkeit und Wärmefunktion
Dichte Stützkonstruktionen verbessern die Wärmeabfuhr, sind jedoch aufwendig zu entfernen und erfordern mehr Nachbearbeitung. Baum- oder Punktstützen reduzieren den Entfernungsaufwand, kühlen aber möglicherweise steile Überhänge nicht ausreichend. Ein Hybridansatz mit dichten Stützkonstruktionen an hochbelasteten Verankerungen und konischen/verzweigten Stützkonstruktionen für Überhänge bietet oft den besten Kompromiss.
Design für einfaches Entfernen
• Fügen Sie nach Möglichkeit zwischen der Stütze und dem Bauteil vorgesehene Haltepunkte oder dünne Halsverengungen ein.
• Wo es auf die Oberflächenbeschaffenheit ankommt, sollte die Kontaktzone auf nicht kritische Flächen verlagert oder CNC-Aufmaße hinzugefügt werden.
• Achten Sie auf Befestigungspunkte, die mit automatisierten Demontagevorrichtungen oder manuellen Werkzeugen zugänglich sind; versteckte, geschlossene Kontaktzonen stellen ein Problem dar.
Unterstützungswerkzeuge und Simulation
Moderne Werkzeuge zur Bauvorbereitung ermöglichen die Anpassung der Stützdichte, der Kontaktflächengeometrie, der Verjüngung und der topologischen Anordnung. Führen Sie stets eine Verformungs-/Eigenspannungssimulation an kritischen Bauteilen oder eine Simulation dichter Stützstrukturen durch, um Wechselwirkungen aufzudecken, die bei manueller Inspektion übersehen werden. Die Forschung von Hochschulen und Herstellern arbeitet kontinuierlich an der Entwicklung effizienterer Fachwerk- und Baumstützen, die die Anzahl der Kontaktpunkte reduzieren und gleichzeitig die Wärmeleitung erhalten.
 0
0




KOMMENTARE
- Teile als Erster deine Gedanken!