Ineinandergreifende Teile verstehen
Ineinandergreifende Teile sind Komponenten, die so konstruiert sind, dass sie sich ohne gezielte Krafteinwirkung oder Bewegung nicht trennen lassen. Sie nutzen Geometrie, Reibung oder mechanische Eigenschaften, um Baugruppen zusammenzuhalten.
Vorteile von ineinandergreifenden Teilen
• Einfache Montage: Kein Klebstoff, Schrauben oder externe Befestigungselemente erforderlich.
• Wiederverwendbarkeit: Die Teile können demontiert und wiederverwendet werden.
• Funktionalität: Ermöglicht bewegliche Mechanismen wie Scharniere oder Gleitschienen.
• Individualisierung: Modulare Systeme ermöglichen es dem Benutzer, Komponenten nach Belieben zu kombinieren.
Anwendungen
• Konsumgüter : Spielzeug, Puzzles, modulare Aufbewahrungssysteme.
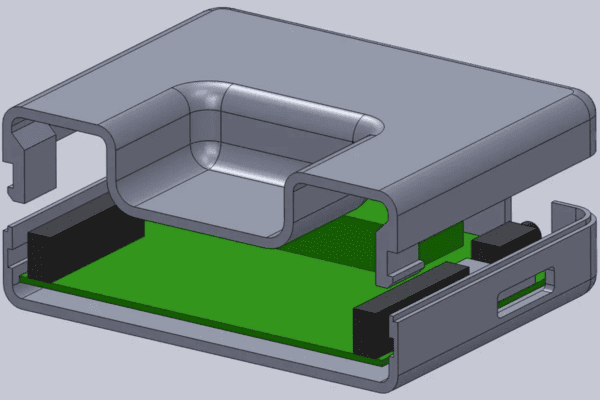
• Konstruktionsprototypen: Schnappverschlussgehäuse, Gehäuse und mechanische Verbindungen.
• Architektur und Design: Maßstabsgetreue Modelle mit modularen Verbindungen.
• Möbel und Dekoration: Flach verpackte Designs, die ohne Werkzeug zusammengesteckt werden.
Bildrechte © 3DSPRO Limited. Alle Rechte vorbehalten.
Wichtige Designüberlegungen
1. Materialwahl
• Thermoplaste (FDM): PLA (starr), ABS (zäh, flexibel), PETG (ausgewogen), TPU (elastisch).
• Harze (SLA/DLP): Hohe Präzision, glatte Oberflächen, aber spröde, es sei denn, es werden gehärtete Harze verwendet.
• Pulverpolymere (SLS/MJF): Nylon (PA12, PA11) bietet Festigkeit, Flexibilität und Haltbarkeit.
• Metalle (SLM/DMLS): Edelstahl, Titan, Aluminium, extrem fest, erfordern jedoch aufgrund von Schrumpfung und Nachbearbeitung größere Toleranzen.
2. Druckerfunktionen
• FDM: Auflösung durch Düsengröße begrenzt; Toleranzen ~0,2–0,5 mm.
• SLA/DLP: Sehr hohe Auflösung; Toleranzen ~0,1–0,2 mm.
• SLS/MJF: Gute Genauigkeit für Funktionsteile; Toleranzen ~0,2–0,4 mm.
• Metallpulverbettfusion: Aufgrund von Schrumpfung und Wärmeverzug ist ein Spielraum von ca. 0,5–1 mm erforderlich.
3. Kraft vs. Flexibilität
• Kunststoffe: Ausgewogenheit zwischen Steifigkeit und Elastizität.
• Harze: Präzise, aber spröde, sofern nicht verstärkt.
• Polymere (Nylon): Ausgezeichnete Ermüdungsbeständigkeit bei wiederholten Verriegelungen.
• Metalle: Am stärksten, aber die Verbindungen müssen die Bearbeitung oder Endbearbeitung berücksichtigen.
4. Druckausrichtung
• FDM: Die Haftung der Schichten beeinflusst die Festigkeit der Schnappverbindungen.
• SLA: Die Ausrichtung beeinflusst die Entfernung der Stützstrukturen und die Oberflächenbeschaffenheit.
• SLS/MJF: Die Ausrichtung ist weniger kritisch, beeinflusst aber die Pulverentfernung.
• Metallfusion: Die Orientierung beeinflusst die Eigenspannungen und die Nachbearbeitung.
Konstruktion unter Berücksichtigung von Toleranzen
Typische Toleranzbereiche
Technologie | Freiraum | Anmerkungen |
FDM | 0,2–0,5 mm | Hängt von der Düsengröße und der Kalibrierung ab. |
SLA/DLP | 0,1–0,2 mm | Hohe Präzision, aber die Sprödigkeit des Harzes spielt eine Rolle. |
SLS/MJF | 0,2–0,4 mm | Nylonteile ermöglichen flexible Passformen |
Metall (SLM/DMLS) | 0,5–1 mm | Berücksichtigt Schrumpfung, Wärmeverzug und Nachbearbeitung |
Strategien
• Testdrucke: Kalibrierungsstücke mit unterschiedlichen Abständen.
• Iteratives Design: Anpassung basierend auf den Ergebnissen.
• Parametrisches CAD: Toleranzen einfach anpassen.
• Nachbearbeitung: Schleifen, Bearbeiten oder Polieren zur Optimierung der Passgenauigkeit.
Arten von Verriegelungsmechanismen
1. Schnappverbindungen
• Kunststoffe (FDM, SLS): Flexible Arme oder Haken.
• Harze (SLA): Möglich, aber spröde – verstärkte Geometrien verwenden.
• Metalle: Aufgrund ihrer Steifigkeit selten; besser geeignet für Gleit- oder Schraubverbindungen.
2. Drehverschlüsse
• Scharniere: Häufig bei Kunststoffen und Harzen.
• Drehverschluss: Wirksam bei Polymeren und Metallen mit größeren Toleranzen.
3. Schiebeverriegelungen
• Schwalbenschwanzverbindungen: Hervorragend geeignet für Nylon (SLS/MJF) und Metalle.
• Schienen und Nuten: Funktionieren mit allen Technologien, erfordern jedoch eine Toleranzanpassung.
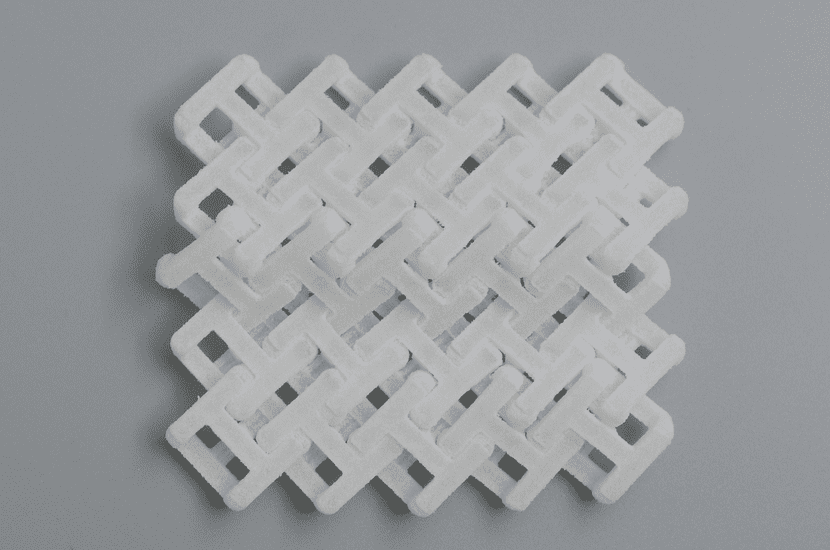
4. Puzzleartige Verbindungen
• Geometrische Verriegelungen: Am besten geeignet für hochpräzise SLA- oder Nylon-SLS-Verfahren.
• Dekorative Baugruppen: Ideal für den Harzdruck.
5. Hybridmechanismen
• Die Kombination aus Schiebe- und Schnappverschluss sorgt für zusätzliche Sicherheit.
• Beispiel: Nylon-Schwalbenschwanzverbindung mit flexiblem Verschluss.
Bewährte Verfahren im CAD-Design
1. Parametrische Modellierung verwenden
• Ermöglicht die einfache Anpassung von Toleranzen und Abmessungen.
• Ermöglicht iteratives Testen ohne Neuerstellung von Modellen.
2. Fasen und Abrundungen hinzufügen
• Fasen: Erleichtern das Einpassen der Teile.
• Abrundungen: Reduzieren Spannungsspitzen und verbessern die Haltbarkeit.
3. Montagerichtung beachten
• Die Verriegelungen sind so konstruiert, dass sie sich nur in eine Richtung montieren lassen.
• Vermeiden Sie komplizierte Manöver, die die Benutzer frustrieren.
4. Berücksichtigung der Druckausrichtung
• Richten Sie die ineinandergreifenden Elemente zur Erhöhung der Stabilität an den Schichtlinien aus.
• Minimieren Sie das Stützmaterial in kritischen Bereichen.
5. Digitalen Prototyp erstellen
• Verwenden Sie CAD-Simulationen, um die Baugruppe vor dem Drucken zu testen.
• Prüfen Sie auf Interferenzen oder unmögliche Geometrien.
6. Dokumentgestaltungsparameter
• Toleranzwerte, Materialauswahl und Ausrichtung dokumentieren.
• Unterstützt zukünftige Iterationen und die Zusammenarbeit.
Häufige Fehler, die es zu vermeiden gilt
1. Ignorieren der Druckerbeschränkungen
• Gestaltung von Details, die kleiner sind als die, die der Drucker auflösen kann.
• Lösung: Die Designdetails an die Druckerauflösung anpassen.
2. Vergessen von Schrumpfung und Verformung
• Materialien wie ABS schrumpfen nach dem Abkühlen.
• Lösung: Passen Sie die Abmessungen an oder verwenden Sie Materialien mit geringer Schrumpfung.
3. Überkomplizierte Verriegelungssysteme
• Komplexe Geometrien sind möglicherweise nicht erforderlich.
• Lösung: Fangen Sie einfach an – Schnapp- oder Schwalbenschwanzverbindungen genügen oft.
4. Vernachlässigung der Ergonomie
• Verriegelungen, die übermäßigen Kraftaufwand erfordern, frustrieren die Benutzer.
• Lösung: Konstruktion für einfache Montage und Demontage.
5. Überspringen von Testdrucken
• Die Annahme, dass Toleranzen ohne Tests funktionieren werden.
• Lösung: Vor den endgültigen Designs immer Kalibrierungsstücke drucken.
6. Ungünstige Orientierungsentscheidungen
• Das Drucken von Verzahnungen in schwachen Richtungen führt zu Brüchen.
• Lösung: Bauteile so ausrichten, dass die Festigkeit entlang der Spannungslinien maximiert wird.
 1
1