Durchdachte Schnappverbindungen ermöglichen den Bau von Gehäusen, Batteriefächern, Klemmen und vielen anderen Baugruppen ohne Schrauben oder Klebstoffe.
Arten von Schnappverbindungen
Ausleger-Schnappverbindung
Am häufigsten für den 3D-Druck verwendet: ein flexibler Träger (Ausleger) mit einem Haken oder einer Lippe, die sich beim Zusammenbau durchbiegt und beim Einrasten zurückfedert. Ideal für flache Gehäuse, Batteriefachdeckel und Klemmen. Einfach zu konstruieren und leicht zu drucken.
Ringförmiger Schnappverschluss
Wird verwendet, wenn ein ringförmiger Verschluss benötigt wird (z. B. Deckel, die auf zylindrische Gehäuse aufschnappen). Die Kräfte verteilen sich über den Umfang, wodurch eine hohe Haltekraft erzielt wird; Auslegung auf symmetrische Auslenkung.
Torsionsschnapppassung
Beruht auf dem Einrasten eines Bauteils durch Drehen (ähnlich wie bei Drehverschlüssen). Nützlich, wenn eine kleine Drehung einen sicheren Halt gewährleistet und eine Hebelwirkung schwer zu realisieren ist.
Lebendes Scharnier + Verschluss
Kombiniert ein dünnes, flexibles Scharnier mit einem kleinen Verschluss. Nützlich für Deckel und Abdeckungen, die wiederholt geöffnet werden sollen, ohne dass separate Scharniere benötigt werden.
Haken-/Unterschnitt-Schnappverschluss
Merkmale, die Hinterschneidungen oder Hakenformen zur Verbindung von Bauteilen nutzen. Starker Halt, erfordert jedoch eine sorgfältige Konstruktion, um eine Überschreitung der Materialbeanspruchungsgrenzen während der Montage zu vermeiden.
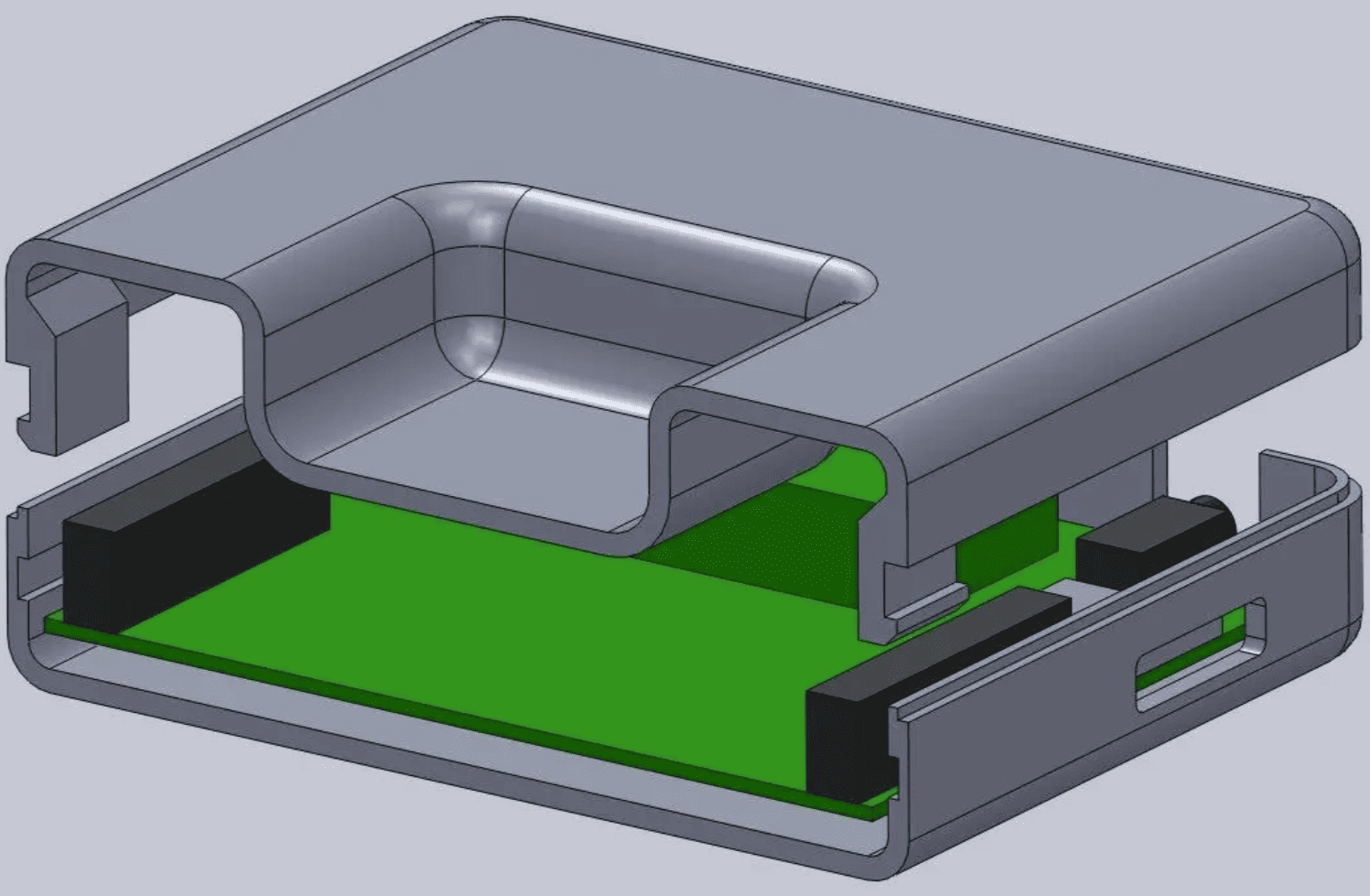
Bildquelle: Formlabs
Kernprinzipien des Designs
1. Den Strahl verstehen
Bei Kragarmen bestimmen die effektive Länge, Dicke und Breite des Trägers dessen Durchbiegung unter einer gegebenen Last. Längere, dünnere Träger sind flexibler; kürzere, dickere Träger sind steifer. Verwenden Sie für spröde Materialien (z. B. PLA) eine konservative Geometrie und für flexible Materialien (z. B. TPU, Nylon) dünnere, steifere Träger.
2. Freiraum vs. Interferenz
Entscheiden Sie, wie viel Presspassung (den Betrag, den der Schnappverschluss zusammendrücken muss) Sie wünschen. Typische Presspassungen für kleine Teile bei Hobby-FDM-Druckern liegen im Bereich von 0,1–0,3 mm pro Kontaktfläche, können aber je nach Düse, Druckergenauigkeit und Material variieren. Im Zweifelsfall sollten Sie modulare Testmuster anfertigen.
3. Stresskonzentrationen reduzieren
Schneiden Sie die äußeren Enden großzügig mit Filets ab und vermeiden Sie scharfe Kanten am Übergang vom Knochen zum Körper. Eine abgerundete Wurzel verteilt die Belastung und reduziert das Bruchrisiko erheblich.
4. Ausrichtung für Schälen, nicht für Scheren
Druckknöpfe versagen seltener bei Belastung durch Abziehen (sequentielles Biegen) als bei reiner Scherung. Die Montagerichtung sollte so ausgelegt sein, dass der Druckknopf sich abzieht, anstatt gerade abgedrückt zu werden.
5. Die Schichtrichtung ist wichtig
3D-Druck erzeugt Anisotropie: Bauteile sind zwischen den Schichten in der Regel schwächer. Richten Sie die Ausleger so aus, dass die Schichtlinien die gewünschte Biegerichtung unterstützen (entweder für maximale Festigkeit oder für kontrolliertes Biegen). Als Faustregel gilt: Für eine steife Verbindung richten Sie die Schichten senkrecht zur Biegeebene aus; für mehr Flexibilität parallel.
6. Materialauswahl
PLA ist steif, aber spröde; wählen Sie daher konservative Radien und dickere Träger. PETG und ABS sind robuster und vertragen dünnere Ausleger. Nylon und TPU eignen sich ideal für flexible Druckknöpfe mit hoher Beanspruchung, erfordern jedoch andere Druckeinstellungen (Trocknung, höhere Temperaturen, niedrigere Geschwindigkeiten).
7. Zugentlastung und Rampen hinzufügen
Eine kleine, sich verjüngende Rampe an der Kontaktfläche erleichtert die Montage, indem sie den Schnappverschluss allmählich einrasten lässt, anstatt die gesamte Spannung auf einmal aufzubringen.
CAD- und Modellierungs -Workflow
1. Parametrisches Design
Erstellen Sie Schnappschüsse parametrisch (dimensionsgesteuert), damit Sie Strahllänge, Dicke, Lippenhöhe und Interferenz schnell anpassen können, was A/B-Tests und die Generierung von Varianten trivial macht.
2. Verwenden Sie boolesche Operationen mit Bedacht.
Boolesche Schnitte können beim Export zu unsauberen Netzen führen. Um optimale Ergebnisse zu erzielen, sollten Modellierungspunkte an der Volumengeometrie (Verrundungen, Fasen) anliegen, anstatt auf importierte triangulierte Netze zurückzugreifen.
3. Ausrichtungselemente hinzufügen
Um die Montage zu vereinfachen und Fehleinrastungen zu vermeiden, die den Schnappverschluss belasten, können Führungsfasen, Ausrichtungsstifte oder konische Ansätze hinzugefügt werden.
4. Export mit kontrollierter Auflösung
Beim Exportieren im STL-Format sollte die Auflösung ausreichend sein, damit kleine Abrundungen und Radien die Vernetzung unbeschadet überstehen. Zu feine Netze sollten jedoch vermieden werden, da sie die Dateigröße unnötig aufblähen.
5. Erstellen Sie ein Testpanel
Erstellen Sie ein kleines Plattenmodell mit verschiedenen Schnappverbindungsvarianten: variierende Balkendicken, -längen und Überdeckungswerte. Drucken Sie Teststücke als ersten Schritt, um Ihre Annahmen zu überprüfen, bevor Sie mit der Endmontage fortfahren.
Tipps zu Endbearbeitung, Montage und Lebenszyklus
Leichtes Anschleifen oder kurzes Entgraten der Passflächen beseitigt Fäden oder raue Kanten, die die Einpresskraft erhöhen. Bei manchen Werkstoffen verbessert ein leichtes Glühen die Zähigkeit und reduziert innere Spannungen. Beachten Sie vor dem Glühen die Werkstoffangaben.
Schmierstoffe & Beschichtungen
Ein trockenes PTFE-Spray oder Silikonschmiermittel reduziert Verschleiß und Einpresskraft bei häufig betätigten Druckknöpfen. Vermeiden Sie Öle, die Kunststoffe angreifen.
Kontrollierte Montage
Wenn für die Montage ein hoher Kraftaufwand erforderlich ist, verwenden Sie eine Klemme oder Presse, um ein seitliches Drehmoment zu vermeiden, das den Clip beschädigen könnte. Bei vor Ort austauschbaren Teilen sollte eine eindeutige Entriegelungsvorrichtung oder Lasche vorgesehen werden.
Design für den Lebenszyklus
Berücksichtigen Sie die Anzahl der Zyklen, die ein Clip aushalten muss. Bei mehr als 100 Zyklen empfiehlt sich ein robusteres Material und eine abgerundete Geometrie. Bei permanenten Bauteilen sollten Sie diskrete Ausfallpunkte oder Verschleißclips einplanen, die ausgetauscht werden können, ohne das gesamte Bauteil verschrotten zu müssen.
Checkliste zur Fehlerbehebung
Problem | Wahrscheinliche Ursache | Schnelle Lösung |
Der Schnappverschluss bricht beim ersten Gebrauch. | Scharfe Kanten, sprödes Material, schwache Ausrichtung | Verrundung am Wurzelpunkt hinzufügen, Dicke erhöhen, Druckausrichtung ändern, auf PETG/Nylon umsteigen |
Zu steif / schwer zu montieren | Zu viele Störungen, kurzer/dicker Strahl | Reduzieren Sie die Interferenz um 0,05–0,2 mm, fügen Sie eine Rampe hinzu, verlängern Sie den Strahl |
Lockert sich nach einigen Zyklen | Materialkriechen (PLA), geringe Haltelippe | Verwenden Sie Nylon/TPU, erhöhen Sie die Interferenz, fügen Sie eine Rastung anstelle von konstanter Belastung hinzu. |
Unebenheiten / Fallstricke | Schlechte Oberflächenbeschaffenheit, Fadenbildung | Leichtes Schleifen, Feinjustierung des Rückzugs, langsamere Außenwände |
Uneinheitliche Ergebnisse | Probleme mit der Druckerkalibrierung, Verformung | Extrusion kalibrieren, Betthaftung sicherstellen, Testmuster vor dem endgültigen Bauteil |
 1
1