Bei der Konstruktion für die additive Fertigung ist ein Gleichgewicht zwischen Ästhetik, Funktion und Druckbarkeit erforderlich.
Grundprinzipien des 3D-Druckdesigns
Wandstärke und Merkmalsgröße
Die Einhaltung der richtigen Wandstärke gewährleistet die strukturelle Integrität ohne Materialverschwendung. Zu dünne Wände führen zu zerbrechlichen Bauteilen, während zu dicke Wände die Druckzeit verlängern und zu Verformungen führen können.
Bei den meisten Systemen sollten Sie eine Mindestwandstärke von 0,8–1,0 mm anstreben und für tragende Abschnitte auf 2–3 mm erhöhen.
Überhänge, Brücken und Stützen
Zu große Überhänge können während des Druckvorgangs durchhängen oder einstürzen. Durch die Begrenzung des Überhangwinkels auf 45° oder weniger erübrigt sich oft die Notwendigkeit von Stützkonstruktionen.
Bei Brücken sollten die freitragenden Spannweiten unter 10 mm liegen und zur Verstärkung größerer Lücken kleine Opferrippen hinzugefügt werden.
Toleranzen und Spielräume
Die Passungen bestimmen, wie gut Teile zusammenpassen oder sich bewegen. Sind sie zu eng, verschmelzen die Teile; sind sie zu groß, wackelt die Baugruppe.
Standard-Verriegelungsspiel: 0,2–0,3 mm für SLA/SLS; 0,5 mm für FDM. Vor der endgültigen Produktion immer eine passende Vorrichtung testdrucken.
Teileausrichtung und Druckbarkeit
Die Ausrichtung beeinflusst Oberflächenbeschaffenheit, Bauzeit und Festigkeitsrichtung. Vertikales Drucken entlang der Längsachsen maximiert die Festigkeit, erhöht aber die Druckhöhe und den Stützbedarf.
Experimentieren Sie mit Neigungen von 30–45°, um Überhänge und Schichtlinien auszugleichen und gleichzeitig das Stützvolumen zu reduzieren.
Bildrechte © 3DSPRO. Alle Rechte vorbehalten.
Technologiespezifische Richtlinien für SLA, SLS, MJF und SLM
Technologie | Mindestgröße des Merkmals | Mindestwandstärke | Typische Oberflächenbeschaffenheit | Schwundzulage |
SLA | 0,3 mm | 0,8 mm | Sehr glatt | 1–2 % |
SLS | 0,5 mm | 0,6 mm | Körnig/matt | 1–3 % |
MJF | 0,8 mm | 0,8 mm | Fein matt | 1–2 % |
SLM | 0,5 mm | 1,0 mm | Metallischer Glanz | 2–4 % |
Stereolithographie (SLA)
Verfahren : Ein flüssiges Photopolymer wird mittels UV-Laser Schicht für Schicht ausgehärtet.
Aspekt | Empfehlung |
Mindestmerkmalgröße | 0,1–0,2 mm für einfache Merkmale; ≥ 0,3 mm für Text/Rippen |
Mindestwandstärke | 0,5 mm (allgemein); ≥ 0,8 mm für freitragende Wände |
Toleranzen | ± 0,2 mm |
Orientierung | Um die Schälkräfte zu reduzieren, um 30–45° neigen; große, flache Böden vermeiden. |
Unterstützt | Verwenden Sie feine „Baum“-Stützen; befestigen Sie diese an unkritischen Stellen; minimieren Sie die Kontaktstellen. |
Überhänge | ≤ 45° zur Vertikalen ohne Stützen |
Nachbearbeitung | Mit Isopropylalkohol (IPA) abspülen, UV-härten; gegebenenfalls leichtes Anschleifen und Grundieren der Farbe erwägen |
Selektives Lasersintern (SLS)
Verfahren : Ein Laser verschmilzt Nylonpulver (oder anderes Pulver); nicht verschmolzenes Pulver dient als Stütze.
Aspekt | Empfehlung |
Mindestmerkmalgröße | 0,7–1,0 mm für Säulen und Kanäle; ≥ 1,5 mm für Bohrungen |
Mindestwandstärke | 1,0–1,2 mm (allgemein); ≥ 2,0 mm für hochbelastete Wände |
Toleranzen | ± 0,3–0,5 mm |
Orientierung | Bei hoher Steifigkeit empfiehlt sich eine flache Konstruktion entlang der Z-Achse; Pulverbeschichtung behebt die meisten Probleme mit Überhängen. |
Unterstützt | Intern nicht erforderlich; ausreichenden Pulveraustritt aus geschlossenen Hohlräumen sicherstellen (Ablauflöcher ≥ 2 mm). |
Überhänge | Bis zu 90°; selbsttragend im Pulverschnee |
Nachbearbeitung | Kugelstrahlen oder Glasperlenstrahlen zum Entfernen von Pulver; optionales Färben oder Trommelpolieren für eine glatte Oberfläche |
Multi Jet Fusion (MJF)
Verfahren : Tintenstrahl-Fixiermittel binden selektiv das Pulver, anschließend verschmelzen IR-Lampen die Schichten.
Aspekt | Empfehlung |
Mindestmerkmalgröße | 0,5–0,7 mm für einfache Geometrien; ≥ 1,0 mm für feine Details |
Mindestwandstärke | 0,8–1,0 mm (allgemein); ≥ 1,5 mm, wenn eine hohe Steifigkeit erforderlich ist |
Toleranzen | ± 0,3 mm |
Orientierung | Viele Ausrichtungen sind möglich; eng tolerierte Merkmale sollten in der X-Y-Ebene ausgerichtet werden. |
Unterstützt | Keine erforderlich; Pulveransammlungen in Hohlräumen vermeiden (Ablauflöcher ≥ 2 mm). |
Überhänge | Bis zu 90°; Pulver bietet Halt |
Nachbearbeitung | Ähnlich wie beim SLS-Verfahren: Kugelstrahlen, Färben; Infiltration (z. B. Wachs) zur Verbesserung der Festigkeit und Oberflächenversiegelung in Betracht ziehen. |
Selektives Laserschmelzen (SLM)
Verfahren : Ein Hochleistungslaser schmilzt das Metallpulver (z. B. Edelstahl, Titan) vollständig auf.
Aspekt | Empfehlung |
Mindestmerkmalgröße | 0,3–0,5 mm für einfache Metallstrukturen; ≥ 1,0 mm für Durchgangslöcher |
Mindestwandstärke | 0,8–1,0 mm (allgemein); ≥ 1,5 mm für tragende dünne Wände |
Toleranzen | ± 0,3 mm |
Orientierung | Ausrichtung zur Minimierung ungestützter Überhänge; ein Bauwinkel von 45° reduziert Verzug. |
Unterstützt | Bei Überhängen > 45° zwingend erforderlich; unter jedem Überhang Stützen anbringen; einfache Demontage und Abschleifen einplanen. |
Überhänge | ≤ 45° ohne Stützen; vermeiden Sie > 60° auch mit Stützen, um Wärmeentwicklung zu reduzieren. |
Restspannung | Schraffurmuster und Inselabtaststrategien verwenden; Vorheizen des Heizbetts in Betracht ziehen |
Nachbearbeitung | Stützstrukturen entfernen, spannungsarmglühen (Wärmebehandlung), kritische Oberflächen CNC-bearbeiten, Kugelstrahlen oder Glasperlenstrahlen zur Oberflächenveredelung |
Häufige Designfehler und wie man sie behebt
Dünne Wände führen zu Brüchen
Problem: Wände unterhalb der empfohlenen Dicke brechen unter Belastung.
Lösung: Auf das technologische Minimum erhöhen und mit Rippen verstärken.
Ungestützte Überhänge führen zu Durchhängen
Problem: Überhänge mit einem Durchhang von mehr als 45° brechen ab oder verschmelzen.
Abhilfe: Modell neu ausrichten oder Fasen und Opferstützen hinzufügen.
Übermäßige Unterstützungen erhöhen die Nachbearbeitung
Problem: Zu viele Stützen verschwenden Material und Zeit.
Abhilfe schaffen: Teile drehen, selbsttragende Winkel einführen oder in Unterbaugruppen aufteilen.
Fehlausgerichtete Toleranzen verursachen Montageprobleme
Problem: Der Druckknopf sitzt entweder zu eng oder zu locker.
Korrektur: Prototyp-Testblöcke, Spielraum pro Iteration um ±0,1 mm anpassen.
Fortgeschrittene Designstrategien
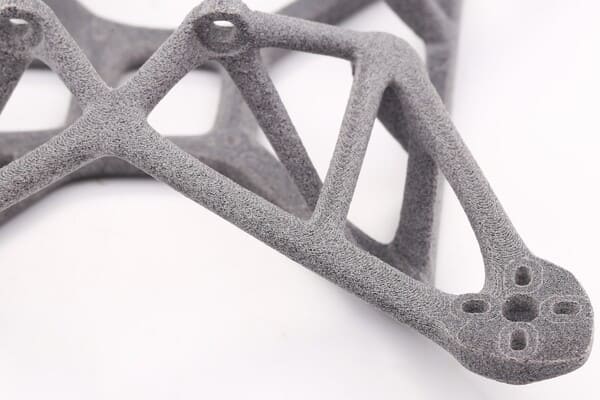
Leichtbau mit Gitterstrukturen und Gyroiden
Ersetzen Sie die massive Füllung durch parametrische Gitterstrukturen, um das Gewicht deutlich zu reduzieren und gleichzeitig die Stabilität zu erhalten. Werkzeuge wie nTopology und Rhinos Grasshopper ermöglichen die regionale Anpassung von Zellgröße, Wandstärke und Dichte.
Einbetten funktionaler Elemente
Integrieren Sie Gewinde, Filmscharniere und Schnappverbindungen direkt in Ihr CAD-System. Verwenden Sie Gewindeeinsätze für Metallgewinde und konstruieren Sie Filmscharniere mit nachgiebigen Trägergeometrien, um eine lange Lebensdauer zu gewährleisten.
Topologieoptimierung und generatives Design
Nutzen Sie simulationsbasierte Werkzeuge, um Spannungspfade zu identifizieren und überflüssiges Material zu entfernen. Exportieren Sie optimierte Netze, glätten Sie kritische Oberflächen in CAD und fügen Sie druckfreundliche Merkmale wie Fasen und Entwässerungslöcher hinzu.
DfAM-Services bei 3DSPRO
Die Design-for-Additive-Manufacturing-Services von 3DSPRO optimieren Ihren Weg vom Konzept zum gedruckten Bauteil:
1. Teileprüfung und Machbarkeitsanalyse
2. Kundenspezifische Neugestaltung hinsichtlich Kosten, Festigkeit und Druckgeschwindigkeit
3. Simulation der thermischen Verformung und Entfernung der Stützstruktur
4. Prototypeniteration und Materialprüfung
5. Beratung zu Bauausrichtung, Verschachtelung und Stapelverarbeitung
Arbeiten Sie mit 3DSPRO zusammen, um schnellere Entwicklungszyklen, optimierte Kosten und überlegene Druckergebnisse auf SLA-, SLS-, MJF- und SLM-Plattformen zu erzielen.
Bildrechte © 3DSPRO. Alle Rechte vorbehalten.
 4
4




KOMMENTARE
- Teile als Erster deine Gedanken!