Kernvorteile von MJF für die Konstruktion
1. Keine Stützkonstruktionen erforderlich
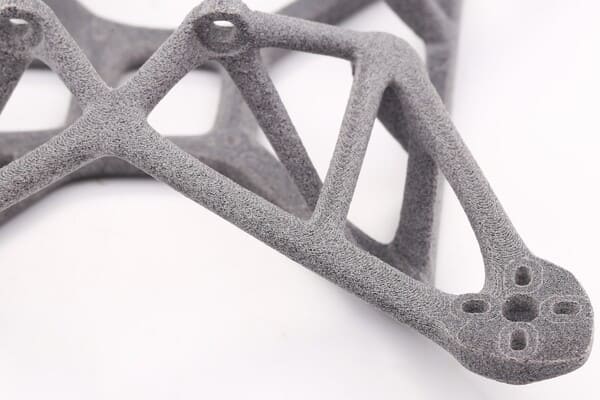
Das umgebende Pulver stützt Überhänge und komplexe Geometrien vollständig, wodurch Stützspuren vermieden, die Nachbearbeitung reduziert und geschlossene Kanäle, interne Gitterstrukturen und verschachtelte Baugruppen realisiert werden. Planen Sie die Pulverabflusswege für geschlossene Bereiche, um leichte und saubere Bauteile zu erhalten.
2. Hohe Maßgenauigkeit
• Typische Toleranzen: ±0,3 % (Minimum ±0,3 mm)
• Gleichbleibende Genauigkeit über den gesamten Bauraum hinweg, wodurch es sich für funktionale Prototypen und Endprodukte eignet.
3. Feinstrukturauflösung
• Eine Schichtdicke von 80 μm ermöglicht scharfe Details, kleine Texte und komplexe Geometrien.
• Hervorragend geeignet für Teile mit kleinen Löchern, geprägten/gravierten Merkmalen und komplexen Oberflächenstrukturen.
4. Isotropische mechanische Eigenschaften
• Gleichmäßige Festigkeit in alle Richtungen dank des Pulverbett-Schmelzverfahrens.
• Ideal für tragende Anwendungen und mechanische Baugruppen.
5. Hohe Produktionsgeschwindigkeit
• Ganze Schichten werden gleichzeitig verschmolzen, was eine schnellere Bearbeitung als bei punktweisen Lasersystemen ermöglicht.
• Gut geeignet für die Produktion kleiner bis mittlerer Stückzahlen.
6. Materialvielfalt
• Gängige Optionen: PA12, PA11, PA12 Glasperlen (GB), TPU.
• Jedes Material bietet spezifische mechanische und thermische Eigenschaften, die ein breites Anwendungsspektrum ermöglichen.

Copyright © 3DSPRO. Alle Rechte vorbehalten.
Allgemeine Konstruktionsüberlegungen für MJF
1. Wandstärke
• Stützwände : ≥ 0,5 mm
• Freitragende Wände : ≥ 1,0 mm
• Dickere Wände verbessern die Festigkeit, erhöhen aber Gewicht und Kosten.
2. Löcher und Kanäle
• Mindestlochdurchmesser: 1,0 mm für Durchgangslöcher.
• Bei geschlossenen Kanälen sollten Entlüftungslöcher (≥ 2 mm) zur Pulverentfernung hinzugefügt werden.
3. Text & Details
• Geprägter/gravierter Text: ≥ 0,5 mm Tiefe/Höhe für gute Lesbarkeit.
• Verwenden Sie serifenlose Schriftarten für eine bessere Lesbarkeit.
4. Teileorientierung
• Die Teile so ausrichten, dass sichtbare Schichtlinien auf kritischen Oberflächen minimiert werden.
• Berücksichtigen Sie die Lastrichtung für die mechanische Leistungsfähigkeit.
5. Schrumpfung und Verformung
• MJF-Teile schrumpfen typischerweise beim Abkühlen um ca. 0,4 % .
• Vermeiden Sie große, flache Oberflächen ohne Verstärkung, um Verformungen zu reduzieren.

Copyright © 3DSPRO. Alle Rechte vorbehalten.
Montage & Mehrteildruck
1. Drucken von Baugruppen in einem Arbeitsgang
• Es ist möglich, bewegliche Teile vollständig montiert zu drucken.
• Um ein Verschmelzen der beweglichen Oberflächen zu verhindern, muss ein Abstand von 0,5 mm zwischen ihnen eingehalten werden.
2. Passungstoleranzen
• Presspassung : 0,1–0,2 mm Übermaß.
• Gleitpassung : 0,2–0,5 mm Spiel.
• Vor der Serienproduktion mit Prototypen testen.
3. Modulares Design
• Große Teile können zur einfacheren Druck- und Nachbearbeitung in kleinere Module unterteilt werden.
• Verwenden Sie für die Montage Verriegelungsmechanismen oder mechanische Verbindungselemente.
4. Pulverentfernung in Baugruppen
• Sorgen Sie für ausreichend Fluchtwege in geschlossenen Räumen.
• Die internen Kanäle sollten mit sanften Kurven versehen sein, um den Pulverfluss zu erleichtern.
Leichtbau & Innenstrukturen
1. Aushöhlungsstrategien
• Hohle, dickwandige Profile zur Materialeinsparung und Kostenreduzierung.
• Für die strukturelle Integrität muss eine Wandstärke von ≥ 2 mm eingehalten werden.
2. Gitterstrukturen
• Durch die Verwendung von Gittereinlagen kann die Steifigkeit erhalten und gleichzeitig die Masse reduziert werden.
• Erwägen Sie Gyroid- oder Diamantgitter für eine ausgewogene Festigkeit und Pulverabfuhr.
3. Topologieoptimierung
• Verwenden Sie Simulationswerkzeuge, um nicht-kritisches Material zu entfernen.
• Kombinieren Sie dies mit der Fähigkeit von MJF, komplexe Geometrien zu drucken, um maximale Effizienz zu erzielen.
4. Überlegungen zur Pulverentfernung
• Bei hohlen oder gittergefüllten Teilen müssen mehrere Austrittsöffnungen (≥ 2 mm) vorgesehen werden.
• Aus ästhetischen Gründen sollten die Löcher an unkritischen Stellen platziert werden.
Häufige Designfehler, die es zu vermeiden gilt
1. Ignorieren der Mindestmerkmalgrößen
• Bauteile unterhalb der empfohlenen Grenzwerte können verschmelzen, brechen oder nicht gedruckt werden.
2. Blick auf den Pulverschnee-Fluchtweg
• Eingeschlossenes Pulver kann das Gewicht erhöhen, die Balance beeinträchtigen und bei der Nachbearbeitung Wärme einschließen.
3. Ungestützte dünne Wände
• Dünne, hohe Wände ohne Abstützung können sich beim Entpulvern verziehen oder brechen.
4. Zu enge Toleranzen
• Die Berücksichtigung von Toleranzen beim Spritzguss kann zu Montageproblemen führen.
• Berücksichtigen Sie stets die Dimensionsabweichung von ±0,3 % des MJF-Wertes.
5. Vernachlässigung der Nachbearbeitungszuschläge
• Durch Färben, Dampfglätten oder Beschichten kann die Dicke erhöht werden; dies sollte in der CAD-Software berücksichtigt werden.
Strategien zur Kostenoptimierung
1. Verschachtelung und Auslastung des Bauvolumens
• Die Bauteile sollten effizient in der Baukammer angeordnet werden, um den Durchsatz zu maximieren.
• Die Teile sollten nach Möglichkeit senkrecht gestapelt werden, wobei genügend Platz für die Pulverentfernung gelassen werden muss.
2. Materialauswahl
• Wählen Sie das richtige Material für die Anwendung: PA12 für allgemeine Zwecke, PA12 GB für Steifigkeit, PA11 für Schlagfestigkeit und TPU für Flexibilität.
• Vermeiden Sie eine Überspezifizierung von Materialien, die die Kosten unnötig erhöhen.
3. Teilevolumen reduzieren
• Hohl- und Gitterstrukturen reduzieren nicht nur das Gewicht, sondern auch den Materialverbrauch.
• Minimierung der Feststoffmasse in nicht kritischen Bereichen.
4. Teile zusammenfügen
• Mehrere Komponenten werden zu einem einzigen gedruckten Teil zusammengefasst, um den Montageaufwand und die Anzahl der Befestigungselemente zu reduzieren.
5. Wandstärke optimieren
• Dickere Wände erhöhen die Kosten; verwenden Sie die Mindestwandstärke, die die Leistungsanforderungen erfüllt.
6. Serienfertigung
• Durch das Drucken mehrerer Teile in einem Arbeitsgang werden die Kosten pro Teil reduziert.
• Ähnliche Teile gruppieren, um die Nachbearbeitung zu vereinfachen.

Copyright © 3DSPRO. Alle Rechte vorbehalten.
 0
0




KOMMENTARE
- Teile als Erster deine Gedanken!