Für einen hochwertigen 3D-Druck ist eine makellose Deckschicht unerlässlich – egal ob Sie Funktionsteile, Designobjekte oder Modelle zum Bemalen herstellen. Eine glatte Oberfläche zu erzielen, kann manchmal schwierig sein. Unschöne Texturen, Füllmuster und Nähte können einen ansonsten perfekten Druck ruinieren und selbst erfahrene Anwender frustrieren. Die Ursachen hierfür sind meist vielfältig, wie z. B. falsche Slicer-Einstellungen oder ungeeignete Werkzeugwege. Aber keine Sorge! Mit einigen Anpassungen Ihrer Druckeinstellungen und ein paar cleveren Nachbearbeitungstricks können Sie selbst eine raue Schicht perfekt glätten. In diesem Leitfaden erklären wir Ihnen die Geheimnisse einer perfekten Deckschicht!
Slicer-Einstellungen für eine makellose Deckschicht
Die Grundlage für eine glatte Deckschicht liegt in der korrekten Einstellung der Slicer-Parameter. Kein Drucker kann helfen, wenn diese Parameter nicht richtig eingestellt sind.
1. Schichthöhe : Präzision ist wichtig
Eine dünnere Schicht bedeutet eine glattere Oberfläche mit weniger Treppeneffekt.
Lösungen:
1. Verwenden Sie für die oberste Schicht eine Schichthöhe von 0,1–0,15 mm.
2. Zur Steigerung der Effizienz sollte eine variable Schichthöhe aktiviert werden (dickere Schichten für die Füllung, dünnere Schichten im oberen Bereich).
2. Anzahl der obersten Schichten: Unvollkommenheiten kaschieren
Mehrere Schichten verdecken Füllmuster und verhindern Lücken.
Lösungen:
1. 4–6 Deckschichten für Standarddrucke.
2. Bei geringer Füllung (z. B. 10 %) oder durchscheinenden Filamenten auf 6–8 Lagen erhöhen.
3. Fülldichte & Überlappung: Unterstützung von unten
Die Füllschicht dient als Gerüst für die oberste Schicht.
Lösungen:
1. 20–30 % Fülldichte (Gyroid- oder geradlinige Muster eignen sich am besten).
2. Reduzieren Sie die Überlappung der Füllung mit den Wänden auf 5–10 %, um ein Überextrusion an den Rändern zu vermeiden.
4. Bügeln: Rauheit beseitigen
Die Düse schmilzt die oberste Schicht wieder auf, ohne dabei Kunststoff zu extrudieren.
Lösungen:
1. Aktivieren Sie das Bügeln in Ihrem Slicer (z. B. über das Kontrollkästchen „Bügeln“ in Cura).
2. Geschwindigkeit: 10–20 mm/s.
3. Durchfluss: ≤ 5%, um ein Überfüllen zu vermeiden.
4. Muster: Mit linearen Werkzeugwegen kombinieren.
5. Geschwindigkeit & Temperatur: Langsam und stetig führt zum Ziel
Die Geschwindigkeit der obersten Schicht sollte für eine gleichmäßige Extrusion auf 10–30 mm/s reduziert werden. Eine Erhöhung der Temperatur um 5–10 °C verbessert den Materialfluss und die Haftung.
6. Abkühlung: Perfektion festigen
Schnelle Abkühlung verhindert Durchhängen und Fadenbildung.
Lösungen:
1. Stellen Sie den Lüfter während der oberen Schichten auf 100 % ein.
2. Vermeiden Sie Kühlungsreduzierungen, es sei denn, Sie drucken Hochtemperaturmaterialien wie ABS.
Drucken Sie zunächst ein 20 mm x 20 mm großes Testquadrat, bevor Sie ein größeres Objekt drucken, um die Einstellungen für die oberste Schicht zu überprüfen. Passen Sie Bügeln, Geschwindigkeit und Schichthöhe schrittweise an, um die gewünschte Oberflächenqualität zu erzielen.

Die oberste Schicht der 3D-gedruckten Katzen-Batman-Maske
Werkzeugwegoptimierung
Kurz gesagt, der Werkzeugweg ist die Route, die die Düse zum Füllen der obersten Schicht zurücklegt und ist entscheidend für die resultierende Oberflächenglätte. Slicer bieten zwar viele Optionen für Muster, aber nicht alle haben die gleichen Auswirkungen.
1. Das Problem mit konzentrischen (kreisförmigen) Mustern
Der Druck wächst ringförmig nach außen und hinterlässt an den Enden jeder Schleife sichtbare Start- und Endpunkte. Richtungsänderungen führen zu Überextrusion an den Ecken, wodurch Kanten oder Klumpen entstehen. Ungleichmäßige Kühlung durch die radiale Bewegung der Düse kann zu Verformungen oder Texturunregelmäßigkeiten führen.
Lösung: Lineare oder monotone Werkzeugwege erzeugen gleichmäßige, vorhersagbare Extrusionswege.
2. Optimale Werkzeugwege für glatte Oberflächenschichten
Werkzeugwege | Wie funktioniert es? | Vorteile | Nachteile |
Geradlinig (Linien) | Druckt parallele Linien in abwechselnden Richtungen. | Schnell, zuverlässig und minimiert Richtungsartefakte. | Bei Richtungswechseln ist die Naht leicht sichtbar. |
Monoton (ausgerichtet) | Druckt alle Linien in eine einzige Richtung (wie beim Rasenmähen). | Beseitigt Nähte und Klumpen mit Richtungswechsel. | Etwas langsamer aufgrund von Reisebewegungen. |
Gyroid (Fortgeschritten) | Das wellenförmige, nichtlineare Muster, das die Spannung gleichmäßig verteilt. | Verbirgt Ebenenlinien und reduziert Verzerrungen. | Nicht ideal für rein ästhetische Deckschichten. |
3. So ändern Sie die Werkzeugwegeinstellungen
Cura
1. Navigieren Sie zu den Einstellungen „Oben/Unten“.
2. Stellen Sie das Muster oben/unten auf Linien oder Monoton ein.
3. Aktivieren Sie die monotone Reihenfolge oben/unten für nahtlose Oberflächen.
PrusaSlicer
1. Unter Druckeinstellungen > Ebenen und Konturen die Option „Oberes Füllmuster“ auswählen.
2. Wählen Sie geradlinig oder monoton.
4. Fortgeschritten: Adaptive Werkzeugwege für Ebenen
Einige Slicer (z. B. PrusaSlicer) ermöglichen adaptive Schichthöhen; Sie können dickere Schichten für die Füllung und dünnere Schichten im oberen Bereich verwenden, was die Druckzeit verkürzt und gleichzeitig eine glatte Oberfläche erhält.
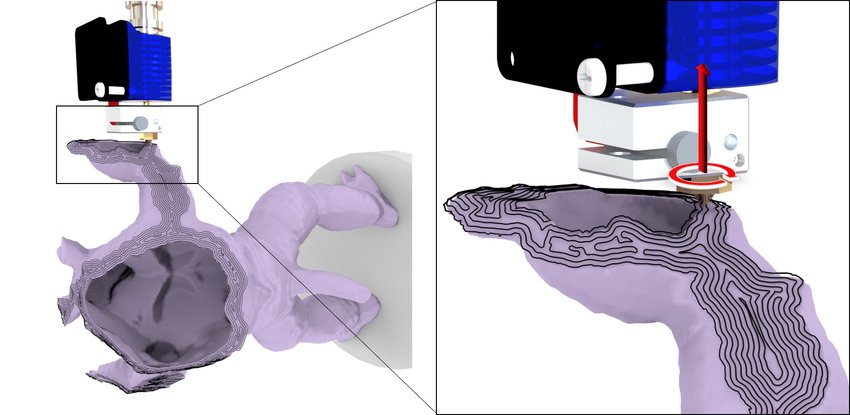
Bildquelle: ResearchGate
Hardware & Kalibrierung
Selbst die besten Slicer-Einstellungen und Werkzeugwege können schlecht kalibrierte Hardware nicht ausgleichen. Eine falsch ausgerichtete Düse, Unterextrusion oder unruhige Riemen können die oberste Schicht ruinieren.
1. Extruderkalibrierung
E-Steps-Kalibrierung:
1. Heizen Sie die Düse auf und markieren Sie 120 mm Filament vom Extrudereingang entfernt.
2. Befehlen Sie die Extrusion von 100 mm über das Bedienfeld Ihres Druckers.
3. Messen Sie das verbleibende Filament. Sind noch 20 mm übrig, sind die E-Schritte korrekt. Andernfalls:
4. Neue E-Schritte = (Aktuelle E-Schritte × 100) ÷ (120 − Gemessene Restschritte).
Durchflussmengenanpassung:
1. Drucken Sie einen hohlen 20mm Würfel mit 2 Wänden und ohne Deckschichten.
2. Die Wandstärke mit einem Messschieber messen.
3. Neuer Durchfluss = (Erwartete Wandstärke ÷ Gemessene Wandstärke) × 100%.
2. Z-Offset & Bettnivellierung
Z-Offset-Tuning:
1. Verwenden Sie eine 0,1 mm Fühlerlehre oder Papier, um die Düsenhöhe während der Bettnivellierung einzustellen.
2. Live-Anpassung während des Druckvorgangs: Ist die oberste Schicht zu rau? Verringern Sie den Z-Offset um 0,02 mm.
Bettnivellierung:
1. Verwenden Sie die manuelle Netznivellierung (Marlin) oder die automatische Bettnivellierung (BLTouch).
2. Überprüfen Sie die Nivellierung alle 5–10 Drucke oder nach Hardwareänderungen erneut.
3. Kühlventilator
1. Stellen Sie sicher, dass der Lüfterkanal den Luftstrom gleichmäßig über die Düse lenkt.
2. Reinigen Sie die Lüfterflügel regelmäßig vom Staub.
3. Für PLA: 100 % Lüftergeschwindigkeit auf allen Schichten.
4. Für ABS: 0 % Lüfterdrehzahl (außer bei Überbrückung).
4. Düsenzustand
Verstopfungen lassen sich durch Kaltziehen mit Nylon- oder Reinigungsfilament lösen. Messingdüsen sollten alle 200–300 Druckstunden ausgetauscht werden; gehärteter Stahl hält länger.
Bildquelle: 3D-Druckdateien
Materialspezifische Tipps
Material | Düsentemperatur (°C) | Kühlventilator | obersten Schichten | Nachbearbeitung |
195–220 | 100% | 4–6 | Schleifen | |
230–250 | 30–50 % | 5–6 | Entgraten | |
240–260 | 0 % | 6–8 | Aceton | |
220–240 | 20% | 5–6 | Trimmen | |
250–270 | 0 % | 6–8 | Epoxidharz | |
ASA | 240–260 | 0 % | 6–8 | Aceton |
Nachbearbeitungstechniken
Nachbearbeitung | Am besten geeignet für | Schritte |
PLA, PETG, ABS und nicht flexible Materialien. | 1. Beginnen Sie mit Schleifpapier der Körnung 200–400, um Schichtlinien und Unebenheiten zu entfernen. 2. Mit Schleifpapier der Körnung 600–1000+ nachschleifen, um ein seidenmattes Finish zu erzielen. 3. Nassschleifen mit Wasser (für PLA/PETG), um Staub und Reibung zu reduzieren. | |
Grundierung und Anstrich | Lackierfertige Oberflächen oder das Kaschieren kleinerer Mängel. | 1. Sprühen Sie die Füllgrundierung in dünnen, gleichmäßigen Schichten (2–3 Schichten) auf. 2. Zwischen den Anstrichen leicht mit 800–1200er Körnung anschleifen. 3. Mit Acryl- oder Emaillefarbe abschließen. |
Epoxidharzbeschichtung | Imprägnierung oder Aufbringen einer glänzenden Oberfläche. | 1. Zweikomponenten-Epoxidharz (z. B. XTC-3D) anmischen und mit einem Pinsel auftragen. 2. Drehen Sie den Druck, um Tropfen zu vermeiden, und lassen Sie ihn 12–24 Stunden aushärten. 3. Mit 1500er-Körnung leicht anschleifen, um eine glasartige Oberfläche zu erzielen. |
ABS, ASA | 1. Aceton-Dampfbad: Aceton in einem verschlossenen Behälter auf 60 °C erhitzen und den Druck 5–15 Minuten darin einfrieren. Warnung: In einem gut belüfteten Bereich verwenden und offene Flammen vermeiden. 2. Aceton-Pinseltechnik: Mit einem weichen Pinsel zur gezielten Glättung auftragen. | |
Wärmebehandlung | Schnelle Lösungen für kleine Unvollkommenheiten. | 1. Wählen Sie eine Heißluftpistole, einen Lötkolben oder einen Haartrockner. 2. Verwenden Sie eine niedrige Hitzestufe und bewegen Sie das Werkzeug ständig, um ein Schmelzen zu vermeiden. 3. Führen Sie die Wärmequelle 2–3 Zoll über die Oberfläche, um die Mikro-Unebenheiten zu schmelzen. |
Transparente Filamente (PETG, Harz). | 1. Mit Schleifpapier bis zu einer Körnung von 1000+ schleifen. 2. Polywatch oder Autopolitur mit einem Mikrofasertuch auftragen. 3. In kreisenden Bewegungen polieren, bis es glänzt. |
Behebung häufiger Probleme
Ausgabe | Sofortige Lösung | Langfristige Lösung |
Lücken in der obersten Schicht | Füge 2 weitere Deckschichten hinzu. | E-Steps kalibrieren + Füllgrad erhöhen |
Raue Textur | Bügeln aktivieren | Auf monotonen Werkzeugweg umschalten |
Düsenwiderstand | Z-Hop aktivieren | Düse reinigen + Riemen spannen |
Kissen | Lüfter auf 100 % erhöhen | Deckschichten hinzufügen + Temperatur reduzieren |
Besaitung | Rückzugsdistanz einstellen | Trockenes Filament + niedrigere Düsentemperatur |
Verformung | Bett neu nivellieren | Gehäuse + Klebstoff verwenden |
 13
13




KOMMENTARE
- Teile als Erster deine Gedanken!