Es ist frustrierend, wenn der 3D-Druck langsam absackt, sich verzieht oder sich mitten im Druckvorgang vom Druckbett löst. Fehldrucke kosten Zeit, Filament und Nerven. Aber geben Sie noch nicht auf! In diesem Leitfaden erklären wir Ihnen, was zu tun ist, wenn der 3D-Druck langsam absackt. Wir helfen Ihnen, das Absacken zu stoppen und wieder einwandfrei zu drucken.
Sofortmaßnahmen zum Speichern Ihres Ausdrucks
1. Drucker anhalten
• Prüfen Sie die Schichten auf Verformungen, Verschiebungen oder mangelhafte Haftung.
• Achten Sie auf Filamentklumpen oder Düsenabrieb, die das Druckteil lösen könnten.
2. Betthaftung prüfen
• Prüfen Sie vorsichtig, ob sich der Druck an den Rändern oder Ecken ablöst.
• Falls sich das Teil teilweise gelöst hat, kann man es mit einem Klebestift oder Klebeband vorübergehend wieder ankleben.
3. Dokumentieren Sie das Problem
• Fotografieren Sie die Fehlerstelle und notieren Sie die Einstellungen (Temperatur, Geschwindigkeit, Schichthöhe).
Checklisten zur Fehlerbehebung
Checklisten | Warum passiert das? | Wie lässt sich das beheben? |
Schlechte Betthaftung | Verschmutzte Druckbetten, ungleichmäßige Nivellierung oder falsche Temperaturen führen dazu, dass sich die Drucke ablösen. | 1. Verwenden Sie den „Papiertest“, um sicherzustellen, dass die Düsen gleichmäßig beabstandet sind (0,1 mm Abstand). 2. Drucken Sie einen Bettnivellierungstest, um die Einstellungen feinabzustimmen. 3. Mit Isopropylalkohol (IPA) abwischen, um Öl und Staub zu entfernen. 4. Glasbetten sollten mit Seife und Wasser gründlich gereinigt werden. 5. Klebestift, Haarspray oder Malerkrepp auftragen (blaues Klebeband für PLA, PEI-Folien für PETG). 6. Betttemperatur erhöhen: 60–70 °C für PLA, 90–110 °C für ABS. 7. Fügen Sie in Ihrem Slicer einen Rand oder eine Stütze hinzu, um die Basis zu verbreitern. Ein 5–8 mm breiter Rand kann hohe, schmale Drucke retten. |
Falsche Druckgeschwindigkeit oder Temperatur | Schnelle Anfangsschichten oder kalte Düsen schwächen die Haftung. | 1. Stellen Sie die Geschwindigkeit der ersten Schicht auf 20–30 mm/s ein, um eine bessere Haftung zu erzielen. 2. Erhöhen Sie die Temperatur um 5–10°C, wenn sich die Schichten nicht verbinden (z. B. PLA: 200–220°C). 3. Verringern Sie die Temperatur, wenn Überhitzung zum Durchhängen führt (verwenden Sie einen Kühlventilator für PLA). |
Unzureichende Kühlung | Unzureichende Kühlung kann dazu führen, dass die obere Schicht durchhängt und der Druck instabil wird. | 1. Schalten Sie den Ventilator für die ersten 3–5 Schichten aus, um die Haftung zu verbessern. 2. PLA: 100 % Lüftergeschwindigkeit nach der 5. Schicht. 3. ABS: Lüfterdrehzahl 0–20 % (oder keine), um Verformungen zu vermeiden. |
Schwache Stützstrukturen | Überhänge oder Brücken stürzen ohne ausreichende Stützkonstruktionen ein. | 1. Verwenden Sie in Cura oder PrusaSlicer die Unterstützung „Berührende Bauplatte“. 2. Verwenden Sie Baumstützen, um Filamentabfall zu reduzieren und die Stabilität komplexer Formen zu verbessern. |
Konstruktionsfehler | Kopflastige Modelle oder scharfe Ecken erzeugen Belastungspunkte. | 1. Modifizieren Sie das Modell in Tinkercad oder Fusion 360, um eine größere Basis hinzuzufügen. 2. Durch das Hinzufügen von Fasen oder Abrundungen verringern sich die Hebekräfte und die Schichthaftung wird verbessert. |

Checkliste zur Prävention
1. Nivellieren Sie das Druckbett vor jedem Druckvorgang.
2. Reinigen Sie die Bauplatte mit Isopropanol.
3. Verwenden Sie bei großen Models eine Krempe/ein Floss.
4. Lagern Sie das Filament in einer trockenen Box. (Stellen Sie sicher, dass sich das Material in gutem Zustand befindet.)
5. Führen Sie monatlich Kalibrierungstests durch (z. B. XYZ-Würfel, Temperaturtürme).
Ein langsam absinkender 3D-Druck ist noch lange nicht verloren! Beginnen Sie mit der Behebung von Haftungsproblemen auf dem Druckbett und optimieren Sie anschließend Temperatur, Kühlung und Stützstrukturen. Regelmäßige Wartung und durchdachte Konstruktionsentscheidungen verhindern die meisten Fehldrucke. Denken Sie daran: Auch Profis erleben Fehldrucke – jeder einzelne ist eine Chance, dazuzulernen.
 10
10




KOMMENTARE
- Teile als Erster deine Gedanken!


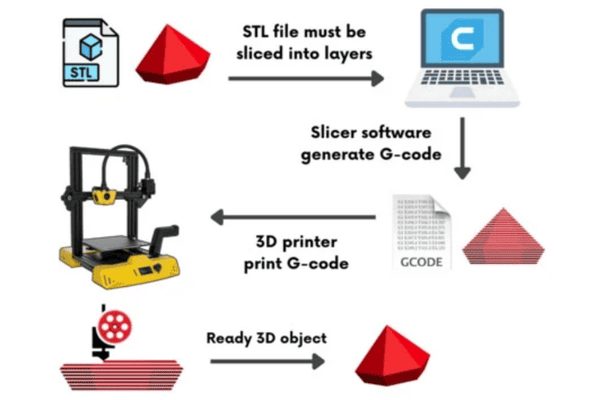
![STL-Datei-Leitfaden [Aktualisierung]](https://3dspro.com/Uploads/202412/677216e3ed6e2.jpg)