Was ist kohlenstofffaserverstärktes PA6?
Kohlenstofffaserverstärktes PA 6 ist ein Verbundwerkstoff, der durch Dispergieren kurzer Kohlenstofffasern in eine Polyamid-6-Matrix, allgemein bekannt als Nylon 6, hergestellt wird. Die Kohlenstofffasern dienen als Verstärkungsphase, die die Steifigkeit erhöht, die Dimensionsstabilität verbessert und die Wärmeformbeständigkeit im Vergleich zu unverstärktem PA 6 steigert. Im 3D-Druck ist der Verbundwerkstoff in zwei Hauptformen erhältlich: als Hochtemperaturfilament für das Schmelzschichtverfahren (FDM/FFF) und als sinterbares Pulver für das selektive Lasersintern (SLS).
Die verwendeten Kohlenstofffasern sind typischerweise kurz und unregelmäßig orientiert, nicht durchgehend. Dies vereinfacht die Verarbeitung und senkt die Kosten, während gleichzeitig deutliche Verbesserungen des Elastizitätsmoduls und der thermischen Eigenschaften erzielt werden. Da die Fasern diskontinuierlich sind, werden die mechanischen Eigenschaften von der Faserlänge, dem Aspektverhältnis, der Orientierung und der Qualität der Faser - Matrix-Grenzfläche beeinflusst. Das Ergebnis ist ein Material, das viele der nützlichen Eigenschaften von Nylon beibehält, wie z. B. chemische Beständigkeit unter trockenen Bedingungen, Zähigkeit und Bearbeitbarkeit, jedoch etwas Duktilität zugunsten von Steifigkeit und thermischer Stabilität einbüßt.

Bildrechte © 3DSPRO Limited. Alle Rechte vorbehalten.
Wichtigste Eigenschaften
Mechanische Leistung
PA 6 CF weist im Vergleich zu reinem PA 6 einen deutlichen Anstieg des Zugmoduls und der Biegesteifigkeit auf, wodurch es sich für Strukturbauteile, Vorrichtungen und Werkzeuge eignet, bei denen Steifigkeit wichtiger ist als Dehnung. Die Zugfestigkeit steigt oft nur geringfügig an, die Bruchdehnung nimmt jedoch typischerweise ab, sodass die Bauteile weniger duktil und unter konzentrierten Lasten anfälliger für Sprödbruch werden.
Thermisches Verhalten
Kohlenstofffasern erhöhen die Wärmeformbeständigkeit des Verbundwerkstoffs und verringern die Wärmeausdehnung. Dies verbessert die Dimensionsstabilität bei hohen Temperaturen und reduziert das Kriechen im Vergleich zu ungefülltem Nylon. Bei Anwendungen mit dauerhafter Hitzeeinwirkung behält PA 6 CF seine Steifigkeit, wo reines Nylon weich werden würde.
Feuchtigkeitsempfindlichkeit
Nylon 6 bleibt hygroskopisch. Es absorbiert Wasser aus der Umgebung, wodurch das Polymer weichgemacht wird und Steifigkeit sowie Glasübergangstemperatur sinken. Kohlenstofffasern verhindern dieses Verhalten nicht. Sorgfältiges Trocknen vor dem Bedrucken und kontrollierte Lagerung sind unerlässlich, um die mechanischen Eigenschaften zu erhalten und Druckfehler wie mangelhafte Zwischenschichthaftung oder Hydrolyse während der Hochtemperaturverarbeitung zu vermeiden .
Verschleiß und Abrieb
Kohlenstofffasern verbessern die Verschleißfestigkeit bei Trockenbeanspruchung in vielen Gleit- und Lageranwendungen, wirken jedoch abrasiv auf Werkzeuge. Für die FDM-Extrusion und die Nachbearbeitung werden gehärtete Düsen, Hartmetallfräser und verschleißfeste Schaftfräser empfohlen .
Druckbarkeit und Anisotropie
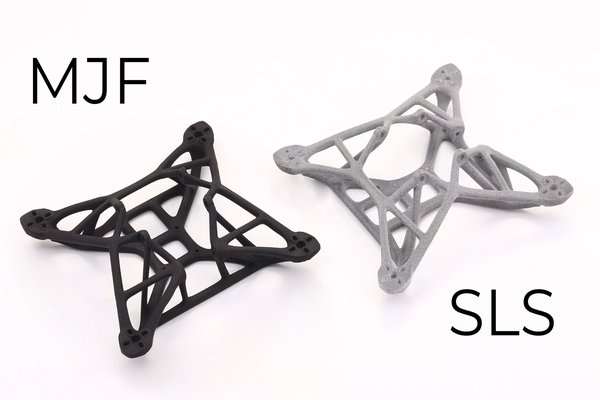
Beim FDM-Verfahren sind die Bauteile anisotrop. Festigkeit und Steifigkeit variieren mit der Druckrichtung, da sich die Fasern tendenziell in Extrusionsrichtung ausrichten. Beim SLS-Verfahren führen das Pulverbett und der Sinterprozess zu einem isotroperen Verhalten, obwohl Faserorientierung und -verteilung die lokalen Eigenschaften weiterhin beeinflussen.
Für und Wider
Vorteile | Nachteile |
Die hohe Steifigkeit und die verbesserte Dimensionsstabilität machen PA 6 CF geeignet für lasttragende Teile und Werkzeuge. | Im Vergleich zu ungefülltem Nylon ist die Duktilität reduziert und die Sprödigkeit erhöht; bei der Konstruktion müssen scharfe Spannungskonzentrationen vermieden werden. |
Die bessere Wärmeleistung im Vergleich zu reinem Nylon ermöglicht den Einsatz in heißeren Umgebungen. | Die hygroskopischen Eigenschaften bleiben bestehen; Trocknung und kontrollierte Lagerung sind zwingend erforderlich. |
Verbesserte Verschleißfestigkeit bei trockenen Gleit- und Lagerflächen. | Da es die Ausrüstung stark beansprucht, ist mit einem höheren Düsen- und Werkzeugverschleiß zu rechnen; die Wartung sollte entsprechend geplant werden. |
Industrielles Erscheinungsbild und Oberflächenstruktur können für funktionale Prototypen und Endprodukte erwünscht sein . | Höhere Material- und Verarbeitungskosten als bei Standard-Nylon oder PLA, und einige Drucker benötigen Hochtemperatur - Hotends oder SLS-Systeme. |
SLS 3D-gedrucktes PA 6 CF
Warum SLS oft für PA 6 CF bevorzugt wird
Selektives Lasersintern (SLS) erzeugt Bauteile durch Verschmelzen von Pulver in einem beheizten Bett, das die Geometrie während des Aufbaus stabilisiert und Verzug reduziert. Für PA 6 CF werden SLS-Pulver so entwickelt, dass sie trotz der Kohlenstofffasern ein gutes Fließverhalten, eine gleichmäßige Packung und ein zuverlässiges Sintern gewährleisten. Die Pulverbettumgebung und das schichtweise Sintern führen zu Bauteilen mit einem isotroperen mechanischen Verhalten als FDM-Drucke. SLS-Bauteile weisen typischerweise eine höhere Maßgenauigkeit und feinere Strukturdetails auf.
Verarbeitungsüberlegungen
Die Laserparameter müssen an die durch Kohlenstofffasern bedingten Änderungen der Wärmeleitfähigkeit und Absorptionsfähigkeit angepasst werden. Strategien für das Pulverrecycling erfordern eine sorgfältige Kontrolle, da sich Faseranteil und Partikelgrößenverteilung bei der Wiederverwendung verändern und somit die mechanischen Eigenschaften und die Oberflächenbeschaffenheit beeinflussen können. Porosität und Faserauszug sind potenzielle Fehlerursachen; die Optimierung der Energiedichte und des Pulverhandlings reduziert diese Defekte. Eine Nachbehandlung , wie z. B. Wärmebehandlung oder Infiltration, kann die Dichte und die mechanischen Eigenschaften weiter verbessern.
Typische Ergebnisse
SLS PA 6 CF-Teile werden häufig dort eingesetzt, wo Dimensionsstabilität, Isotropie und Oberflächengüte von Bedeutung sind, zum Beispiel bei Funktionsprototypen, Endanwendungsgehäusen und Werkzeugkomponenten, die ein gleichmäßiges mechanisches Verhalten in mehreren Achsen erfordern.
Nachbearbeitungsoptionen
Trocknen und Konditionieren
Filament oder Pulver sollte vor dem Drucken stets getrocknet werden. Eine Nachtrocknung nach dem Druckvorgang ist empfehlenswert, um aufgenommene Feuchtigkeit zu entfernen. Feuchtigkeit kann bei der Verarbeitung bei hohen Temperaturen Hydrolyse verursachen und die mechanischen Eigenschaften beeinträchtigen.
Glättung
Durch Kugelstrahlen, Trommelpolieren oder Schleifen lassen sich Oberflächen glätten und Pulverrückstände entfernen. Da Nylon nicht ohne Weiteres mit Lösungsmitteln geglättet werden kann , sind mechanische Bearbeitungsverfahren oder dünne Schutzlackierungen (Epoxid, Polyurethan) üblich, um das Aussehen zu verbessern und die Oberfläche vor Feuchtigkeit zu schützen.
Abdichtung und Infiltration
Durch die Infiltration mit Epoxidharz oder anderen Harzen lässt sich die Oberflächenhärte erhöhen, die Porosität verringern und die Feuchtigkeitsaufnahme reduzieren. Dies ist besonders vorteilhaft für SLS-Bauteile, die für strukturelle Anwendungen vorgesehen sind oder feuchten Umgebungen ausgesetzt werden.
Bearbeitung und Nachbearbeitung
PA 6 CF lässt sich gut bearbeiten, erhöht aber den Werkzeugverschleiß. Verwenden Sie Hartmetall- oder beschichtete Werkzeuge, geringere Vorschubgeschwindigkeiten und führen Sie regelmäßige Werkzeugprüfungen durch. Gewindeschneiden und Gewindeeinsätze sind gängige Montageverfahren; wärmebehandelte Einsätze ermöglichen dauerhafte Gewinde in Nylon-Verbundwerkstoffen.
Schutzbeschichtungen
Bei Verschleiß oder Chemikalieneinwirkung empfiehlt sich der Einsatz von Schutzlacken oder Spezialfarben, die auf Nylon haften. Beschichtungen können zudem die UV-Beständigkeit verbessern und die Oberflächenreibung verringern.
Anwendungen
Industriewerkzeuge und Vorrichtungen
Vorrichtungen, Lehren und Montagehilfen profitieren von der Steifigkeit und Dimensionsstabilität von PA 6 CF. Die Wärmebeständigkeit des Materials ist von Vorteil, wenn die Vorrichtungen während der Fertigung erhöhten Temperaturen ausgesetzt sind.
Strukturbauteile und Halterungen
Leichte Strukturbauteile, Montagehalterungen und Gehäuse, die Steifigkeit und thermische Stabilität erfordern, sind gängige Anwendungsbereiche. Konstrukteure sollten dünne Kragarme vermeiden und stattdessen Rippen und Abrundungen verwenden.
Automobil- und Transportwesen
Komponenten im Motorraum in trockenen Bereichen, Sensorgehäuse und interne Strukturbauteile können die thermischen und dimensionalen Vorteile von PA 6 CF nutzen. Korrosionsbeständigkeit und Gewichtseinsparung sind weitere Vorteile.
Werkzeugeinsätze und Kleinserienfertigung
Mit SLS PA 6 CF lassen sich Werkzeugeinsätze und Kleinserienfertigungsteile herstellen , die Steifigkeit und Hitzebeständigkeit erfordern, ohne die Vorlaufzeit von Metallwerkzeugen.
Prototyping zur funktionalen Validierung
Wenn Prototypen die endgültige Steifigkeit und das thermische Verhalten widerspiegeln müssen, bietet PA 6 CF eine bessere Übereinstimmung mit Metall oder Hochleistungsthermoplasten als ungefüllte Nylons.
 0
0




KOMMENTARE
- Teile als Erster deine Gedanken!