Allgemeine Konstruktionsüberlegungen für SLM
SLM nutzt einen Hochleistungslaser, um feines Metallpulver Schicht für Schicht selektiv aufzuschmelzen. Dies ermöglicht zwar außergewöhnliche Präzision und Komplexität, das Verfahren weist jedoch auch spezifische Einschränkungen auf, die das Design beeinflussen.
Materialauswahl
1. Gängige SLM-Werkstoffe : Edelstahl, Titanlegierungen, Aluminiumlegierungen, Kobalt-Chrom, Inconel.
2. Die Werkstoffe sollten nach mechanischen Anforderungen, Korrosionsbeständigkeit und thermischen Eigenschaften ausgewählt werden .
3. Berücksichtigen Sie den Nachbearbeitungsbedarf (z. B. kann bei Titan eine Spannungsarmglühung erforderlich sein).
Wandstärke
1. Mindestwandstärke: Typischerweise 0,5–1,0 mm zur Gewährleistung der strukturellen Integrität.
2. Dünne Wände bergen die Gefahr von Verformungen oder unvollständiger Verschmelzung; dickere Wände erhöhen die Bauzeit und die Kosten.
3. Bei tragenden Teilen sollte eine Dicke von ≥ 2 mm angestrebt werden.
Überhänge und Tragkonstruktionen
1. Überhänge, die mehr als 45° von der Vertikalen abweichen, erfordern in der Regel Stützkonstruktionen.
2. Minimieren Sie die Stützstrukturen , um den Nachbearbeitungsaufwand und Oberflächenfehler zu reduzieren.
3. Entwerfen Sie nach Möglichkeit selbsttragende Winkel .
Toleranzen und Genauigkeit
1. Typische Maßgenauigkeit: ±0,1–0,2 mm.
2. Berücksichtigen Sie Schrumpfung und thermische Verformung in CAD-Modellen.
3. Kritische Oberflächen müssen gegebenenfalls nach dem Drucken per CNC-Bearbeitung nachbearbeitet werden.
Orientierung
1. Die Ausrichtung des Bauteils beeinflusst die Oberflächenbeschaffenheit, die Festigkeit und die Anforderungen an die Unterstützung.
2. Eine vertikale Ausrichtung verringert die Grundfläche, kann aber die Bauhöhe und -zeit verlängern.
3. Eine horizontale Ausrichtung kann die Genauigkeit bestimmter Merkmale verbessern.

Copyright © 3DSPRO. Alle Rechte vorbehalten.
Montage & Mehrteildruck
Modulares Design
1. Große Teile in kleinere Module zerlegen, die in die Baukammer passen.
2. Ermöglicht eine einfachere Handhabung, verringert das Risiko von Build-Fehlern und ermöglicht schnellere Iterationen.
Integrierte Befestigungselemente
1. Eingebaute Gewinde, Schlitze oder Schwalbenschwanzverbindungen für die mechanische Montage entwerfen.
2. Vermeiden Sie zu feine Gewinde – gegebenenfalls ist ein Nachschneiden erforderlich.
Hybridfertigung
1. SLM-Komponenten mit konventionell gefertigten Teilen kombinieren.
2. Beispiel: Komplexe interne Verteiler drucken und anschließend an bearbeiteten Flanschen befestigen.
Ausrichtung & Passform
1. Passstifte, Keilnuten oder Ausrichtungsnasen für eine präzise Montage einbeziehen.
2. Bei mehrteiligen Konstruktionen muss die Toleranzakkumulation berücksichtigt werden.
Komplexe und innere Strukturen
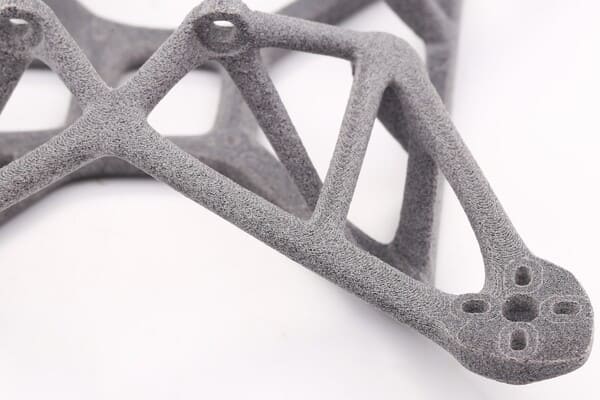
Gitterstrukturen
1. Gewichtsreduktion bei gleichzeitigem Erhalt der Kraft.
2. Gängige Gittertypen: Gyroid, Oktett, Diamant.
3. Nutzen Sie Simulationswerkzeuge, um die Gitterdichte für Lastpfade zu optimieren.
Interne Kanäle
1. Ideal für Kühlsysteme, Flüssigkeitsströmung oder Gewichtsreduzierung.
2. Um eine vollständige Pulverentfernung zu gewährleisten, muss ein Mindestkanaldurchmesser von 2–3 mm eingehalten werden.
3. Vermeiden Sie scharfe Innenkanten – verwenden Sie Abrundungen, um den Materialfluss zu verbessern und Spannungen zu reduzieren.
Konforme Kühlung
1. Die Kanäle folgen der Kontur des Bauteils, um eine gleichmäßige Temperaturregelung zu gewährleisten.
2. Wird häufig im Spritzgusswerkzeugbau eingesetzt, um die Zykluszeiten zu verkürzen.
Überlegungen zur Pulverentfernung
1. Entwerfen Sie Austrittsöffnungen für eingeschlossenes Pulver.
2. Löcher an gut zugänglichen Stellen für Reinigungswerkzeuge oder Druckluft anbringen.
Häufige Designfehler, die es zu vermeiden gilt
Fehler | Warum das ein Problem ist | Wie man es vermeidet |
Unterstützungsbedürfnisse ignorieren | Führt zu Baufehlern oder mangelhafter Oberflächenbeschaffenheit | Entwerfen Sie selbsttragende Winkel, minimieren Sie Überhänge. |
Zu dünne Wände | Verformung, unvollständige Verschmelzung | Die Wände sollten mindestens 0,5 mm dick sein, für tragende Bereiche entsprechend dicker. |
Keine Fluchtwege aus dem Pulver. | Eingeschlossenes Pulver beeinträchtigt die Leistung | Reinigungsöffnungen mit einem Durchmesser von ≥2 mm hinzufügen |
Übermäßig enge Toleranzen | SLM hat Genauigkeitsgrenzen. | Toleranzen von ±0,1–0,2 mm zulassen, kritische Oberflächen bearbeiten |
Komplexität ohne Sinn | Erhöht die Kosten und die Bauzeit | Komplexität sollte nur dort eingesetzt werden, wo sie einen Mehrwert bietet. |
Strategien zur Kostenoptimierung
Materialvolumen reduzieren
• Verwenden Sie Hohlprofile, Gitterstrukturen und interne Kanäle.
• Vermeiden Sie massive Blöcke, es sei denn, diese sind statisch notwendig.
Minimieren Sie die Stützpunkte
• Teile so ausrichten, dass Überhänge minimiert werden.
• Entwurf selbsttragender Geometrien.
Teile zusammenfassen
• Mehrere Komponenten in einem einzigen Druck zusammenfassen, um die Montagezeit zu verkürzen.
• Beispiel: Halterungen, Befestigungen und Gehäuse in einem Bauteil integrieren.
Stapeldruck
• Drucken Sie mehrere Teile in einem Arbeitsgang, um die Maschinenauslastung zu maximieren.
• Nutzen Sie Verschachtelungsstrategien, um mehr Teile im Bauraum unterzubringen.
Effizienz der Nachbearbeitung
• Konstruktion für minimalen Bearbeitungs- und Polieraufwand.
• Vermeiden Sie unzugängliche Innenflächen, die eine manuelle Nachbearbeitung erfordern.

Copyright © 3DSPRO. Alle Rechte vorbehalten.
Häufig gestellte Fragen
F: Worin besteht der Unterschied zwischen SLM und DMLS?
A: Beim selektiven Laserschmelzen (SLM) wird das Pulver vollständig zu einem homogenen Feststoff aufgeschmolzen, während beim direkten Metall-Lasersintern (DMLS) die Pulverpartikel miteinander versintert werden. SLM wird im Allgemeinen für Werkstoffe aus einer einzigen Legierung, DMLS für Legierungsgemische aus mehreren Legierungen eingesetzt.
F: Wie klein können die Strukturen bei SLM sein?
A: Die minimale Merkmalsgröße beträgt typischerweise 0,3–0,5 mm, abhängig vom Material und den Maschineneinstellungen.
F: Benötige ich in SLM immer Unterstützung?
A: Nicht immer. Selbsttragende Winkel und bestimmte Gitterstrukturen können die Notwendigkeit von Stützen überflüssig machen.
F: Können SLM-Bauteile ohne Nachbearbeitung verwendet werden?
A: Ja, für unkritische Anwendungen. Die meisten Funktionsteile profitieren jedoch von maschineller Bearbeitung, Wärmebehandlung oder Oberflächenveredelung.
F: Wie wähle ich die richtige Ausrichtung für mein Teil aus?
A: Ein ausgewogenes Verhältnis zwischen der Minimierung von Stützen, der Optimierung der Festigkeit entlang der Lastpfade und der Erzielung der gewünschten Oberflächenbeschaffenheit.
 1
1




KOMMENTARE
- Teile als Erster deine Gedanken!